



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

三菱60系列数控系统PLC开关功能应用
三菱M60系列CNC作为三菱的新一代数控系统。因其具有优良的性能和较高的可靠性,同时兼具操作简便的特点,深受少广大用户青睐。我公司有多台采用60系列的CNC系统,在日常的土作中总结了一些经验,在此与大家进行一下交流。
在系统的【监控】画面中有一个PLC开关的软键,一般用户不太清楚该键的功能。其实,这是三菱CNC在操作画面上提供给用户的一些开关键,其功能与一般操作台、控制箱的开关功能相似,可以通过对CRT或LCD画面的操作来打开或关闭这些开关,因此叫做“PLC开关”。当开关被设为打开状态时,相应的开关名称还会高亮度显示。这些开关共有犯个。同时开关的名字用户可以自定义。下面就对其具体使用进行一下说明。既然是开关就必然涉及到相应的输入/输出点,其中PLC输入点,X140~X14F分别对应PLC开关#1~#16;X150~X15F分别对应PLC开关#17~# 32; PLC开关的高亮度输出点,Y160一Y16F分别对应PLC开关#1~#16; Y170~Y17F分别对应PLC开关#17~#320图1是对PLC开关画面的说明。
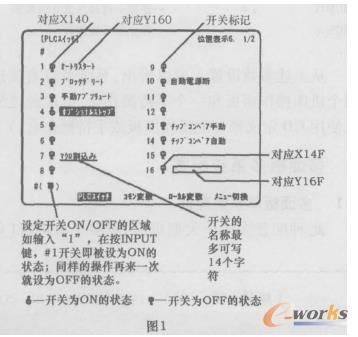
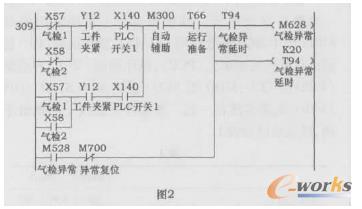
通过PLC开关功能的使用,可以实现所有2位开关的功能,同时又不会占用操作面板的空间,并日_可以对所使用的开关加较详细的注释(共14字符)。下面以一个加土中心托盘气检的实例进行讲解。图2为一个气检报警程序,在这个程序里,我们将PLC开关1定义为“无土件”即不进行土件切削加土)。用图2所示程序就可以实现在托盘上有土件要加土时进行正常气检报警;无土件时,取消气检报警,这样就不会因为有报警而无法实现空运行进行试机。
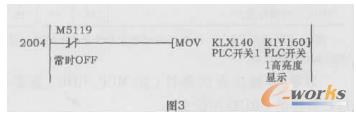
为了将选中的开关标示出来,需要通过一条赋值语句实现该开关的高亮度显示。如图3所示,可实现#1PLC开关的高亮度显示随着开关的选择与否而进行变化。
而在NC画面上显示的PLC开关名称可以通过三菱公司的GX Developer软件来进行设置。在这里就不详述了。通过以上的过程大家已经基本了解了三菱M60系列NC系统中PLC开关的使用了。虽然以上只是PLC开关的一个简单应用,但笔者一希望文章能够起到抛砖引玉的作用,同时也希望与各位令家和土程技术人员在今后能有更多的交流探讨的机会。