



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

伺服焊枪在汽车车身制造中的应用
1 前言
电阻点焊是一种主要的薄板连接方法,广泛应用于汽车及航空等工业部门。自从1933 年第一辆主要由点焊连接完成的汽车下线以来,电阻点焊的应用近年来获得了突飞猛进的发展。目前,平均一辆轿车白车身大约由4000~5000 个焊点。因此,电阻点焊已经成为轿车白车身装配的重要连接方法。
电阻点焊机用以实现所选用的焊接方法及工艺参数,焊接质量的好坏多由焊机决定。
最常用的类型是气动焊机,这种类型的焊机如今被广泛地应用在汽车工业中,将气动和液动技术同时应用的增强型气动焊机有了更多的功能,但由于焊机的价格和保养等问题,此类型焊机并没有在汽车工业中得到很好的应用。
伺服焊枪使用带有数字控制的伺服电机,它是应用在焊机上的最新技术。在伺服焊枪的动作中,伺服电机的轴间角、旋转速度和转矩由一个精确的PLC 控制。由于伺服焊枪是靠电驱动的,就可以实现运动过程的精确控制。同时伺服焊枪的可焊范围也很大,以前气动焊机焊不到的位置现都可以由伺服焊枪来实现。这种伺服焊枪对于汽车车身装配生产线来说相对较新。最近几年,在日本大约有500 个伺服焊枪被应用到汽车车身装配生产线上,而美国只有几十个伺服焊枪被应用。电伺服焊枪无法在实际生产中得到广泛的应用,主要的原因是对伺服焊枪的经济利益和成本效率缺少足够的论证。
本文就伺服焊枪的新特征和对焊接过程的影响从生产率和技术效益几个方面与气动焊机进行了对比分析,结果表明:伺服焊枪有着传统气动焊机所无法具有的优点,是值得信赖的。它的特征和优点决定了伺服焊枪是未来汽车装配生产线上主要的点焊连接设备。
2 伺服焊枪在焊接过程中的新特征
本文主要是对点焊过程中伺服焊枪的生产效率进行了分析。一般来说,点焊过程主要由四个阶段组成:预压、焊接、保持和休止。然而,在电极接触工件之前的动作会影响生产效率,这同时也是在实际生产中应该关心的主要问题。因此,有必要定义一个新的阶段——电极接触工件前的渐进阶段。本文对伺服焊枪的研究是基于渐进、预压、焊接、保持和休止五个阶段进行展开研究的,具体如图1 所示。
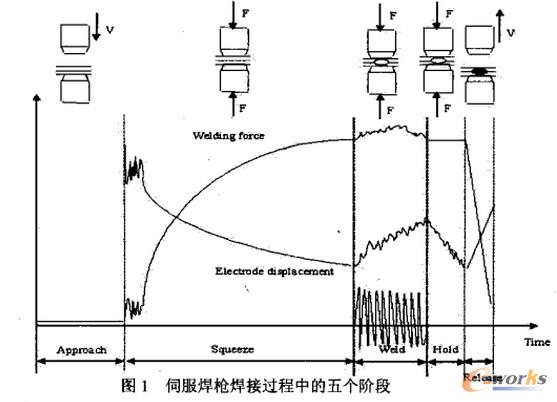
在这五个阶段中,焊接和保持阶段的持续时间对气动焊机和伺服焊枪都是一致的,因而,这两个阶段对点焊效率的影响也一致。另外,由于实际生产的连续性,休止时间对生产率影响也很小。因此,相比较可以看出:渐进和预压过程是影响焊接效率的两个重要阶段。
- 第1页:伺服焊枪在汽车车身制造中的应用(1)
- 第2页:电极力的接触特性
- 第3页:生产率分析
- 上一篇文章:水轮机叶片数控技术加工工艺研究
- 下一篇文章:PC-based 开放式数控系统体系结构的研究