



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于PLC的高精度飞剪控制系统
0 引 言
在线材轧制过程中,需对钢坯的头部和尾部进行剪切,以去掉钢坯头部和尾部的不规则及温度低的部分,便于下一轧制段的顺利轧制。这些剪切都是在轧制过程中由飞剪来完成的。为保证剪切的精度,需对钢坯的线速度进行准确检测,对飞剪的启/停及定位进行准确控制。在高线控制系统中,飞剪的控制是最为复杂、精度要求最高、应用当前电气技术最全面的一个系统。目前大部分国产控制系统存在剪切定位不精确、运行不稳定以及剪切速度不高等缺陷。随着工业现场总线技术飞速发展, PLC特殊功能模块也不断被拓展完善,功能日益强大,专用性和可靠性也越来越好,对高精度飞剪控制系统的研发和改进提供了有利条件。
本研究以浙江湖州某特种钢股份有限公司的高线为例,对基于PLC的高精度飞剪控制系统进行介绍和剖析。
1 飞剪系统组成简介
高线飞剪系统的组成框架如图1所示。

由于高线飞剪的剪切速度高,剪切轧件半径小,一般选用回转剪。剪机在得到上游方向轧件头部信号时,按HM I预设的剪切长度要求,经计算按剪切周期起动并运行剪机 。飞剪设在第12号机架和第13号机架之间,飞剪前安装有2个热金属检测器: HMD1和HMD2 (如图1所示) 。
2 飞剪控制系统的组成及控制原理
2.1 飞剪控制系统的组成
飞剪控制系统配置图如图2所示。
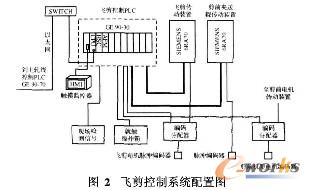
飞剪系统主控PLC选用一台GE 90 - 30 PLC, 90- 30 PLC通过工业以太网与主轧线90 - 70 PLC通讯,以采集轧线信息。GE90 - 30 PLC框架中包括电源模块、364CPU模块、高速计数模块、轴定位模块、数字量输入模块和数字量输出模块。高速计数器模块主要进行剪前机架编码器信号计数,其次还对热金属检测器信号进行处理,以捕捉轧件头、尾部。轴定位模块负责输出剪刀机电机和夹送辊电机的速度给定,以及对剪刀机的角度控制。触摸屏选用GP系列工业触摸屏,通过PLC电源模块上的RS - 485兼容串行接口与PLC进行通讯,触摸屏用于飞剪参数的设置和飞剪运行监控 。剪前机架的编码器信号经编码分配器分配信号后,其中一路送至飞剪控制PLC,供计算轧件速度之用。飞剪传动电机编码器也经过信号分配后,一路作为传动装置闭环控制之用;一路进PLC供飞剪角度控制等计算之用。现场检测信号主要是热金属检测器的检测信号,热金属检测器是一个检测热金属运动方向和头尾出现时刻的装置。机架和飞剪的直流电机的传动装置均都采用西门子6RA70 SIMOREG DCMASTER系列整流器 。
- 第1页:基于PLC的高精度飞剪控制系统(1)
- 第2页:控制原理
- 上一篇文章:基于HSM的淬硬钢数控加工技术
- 下一篇文章:基于S7-300的交流伺服系统在汽车仪表板生产线上的应用