



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于PLC的数控定位控制系统研究
1 问题的提出
在机械加工时,定位控制系统一般用在孔加工机床上。定位控制系统仅控制刀具相对于工件的定位,由一个定位点向另一个定位点。用全功能数控系统来实现定位控制功能,这种系统虽然功能十分完善,但其价格十分昂贵,而且,对于中低档数控机床来说,好多功能对定位控制来说是多余的。如果采用单片机来实现定位控制,需要进行复杂的二次开发,设计硬件电路时,除了微机系统外,还要设计接口电路、抗干扰电路及驱动电路,设计软件时,要求掌握微机原理及微机的指令系统,并且具有程序开发能力。
PLC是一种数字运算操作的电子系统,专为工业环境设计的一种工业控制计算机,采用面向用户的指令,编程方便。近年来,PLC在传统的对开关量处理的基础上,又增加了数字运算及对模拟信号处理的能力。这给PLC的应用带来了巨大的发展前景,PLC驱动步进电机实现点位控制,硬件电路设计简单、方便、快捷,编程时,只要熟悉PLC的指令即可。
2 用PLC实现数控系统的定位控制存在的问题
在定位控制系统中,刀具或工件移动过程中不进行切削,为了减少辅助时间,提高工作效率,要求快速移动,而在接近定位点时,为了保证定位精度则要降低速度。同时,步进电机的启动是一个加速的过程,为了维护步进电机以及驱动设备,要求驱动脉冲频率也线性增大。
PLC以循环扫描的方式工作,PLC循环扫描一次所需的时间称为扫描周期。PLC运行正常时扫描周期的长短与CPU的运算速度,与I/O点的情况,与用户应用程序的长短及编程情况有关。通常用PLC执行1 KB指令所需的时一间来描述扫描速度(一般1-10 ms/KB)。如果采用传统的扫描方式来产件驱动脉冲,则要求PLC扫描频率要比步进电机工柞频率大一个数量级,才不会导致步进电机出现失步现象,所以步进电机只能在极低的频率下工作。道样显然不满足快速定位的要求。综上所述,问题郎关键就是要实现步进电机的软启动和快速而精确症位功能。
3 系统方案设计
目前,世界上已有200多个厂家生产PLC随灌微电子技术的发展,新型器件大幅度的提高性能PLC的功能不断增加,将原来大中型PLC才有的理能部分地移植到小型PLC上,如模拟量处理,数护通信,高速输入输出以及数学计算功能,但价格不断下降。考虑数控机床定位系统的实际工作情况以汉我国对PLC的应用现状,这里决定采用SIMATIC S7-200系列小型品体管输出型可编程控制模(PLC)主机,以满足高速输出的频率要求。
SIMATIC S7-200系列PLC的高速脉冲输挂功能是指在PLC某些输出端产生高速脉冲,用来驱动负载实现精确控制。高速脉冲输出有高速脉冲库输出和PTO宽度可调PWM脉冲输出2种方式,朋冲周期变化范围是50--65 535μs或2--65 535 ms为16位无符号数据;脉冲数用双字无符号数表1取值范围是1 -- 4 294 967 295之间。其输出不受PLC扫描周期的影响。这样可以满足数控系统籽确定位的要求。
每种PLC主机最多可提供2个高速脉冲输挂端,即Q0.0和Q0.1,一般包括在数字量映像寄有器编号范围内,如果Q0.0和Q0.1在程序执行时拜作高速脉冲输出,其通用功能被自动禁止。每个漓速脉冲发生器对应一定数量的特殊寄存器,包括打制字节寄存器,状态字节寄存器和参数数值寄存器它们用以控制高速脉冲输出形式,反映输出状态泪参数值。各寄存器功能表如表1所示。
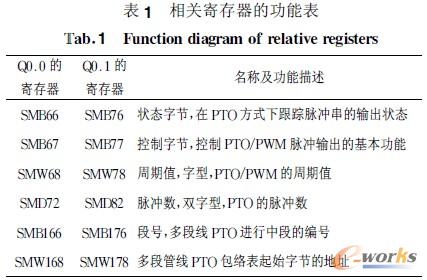
由以上已知条件可知,可选定Q0.0为脉冲输出端,工作模式为PTO方式,并且确定为多段模式。
- 第1页:基于PLC的数控定位控制系统研究(1)
- 第2页: 应用实例
- 上一篇文章:海德汉数控系统iTNC 530数控系统实现高速加工
- 下一篇文章:基于PMAC数控激光加工系统光粉一体化控制