



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

多轴联动电火花加工数控系统开发(上)
为加工具有复杂几何结构或者材料较难加工的零件,开发了多轴联动电火花加工数控系统。为了增强系统的实时性、稳定性和可靠性,采用RT—Linux技术,提出双核结构概念来分别处理实时任务和非实时任务。确立数控系统由实时控制模块、驱动模块、用户管理模块和模块问的通信所组成。提出了线程承载法解决实时任务间协调控制问题,以及循环选择法解决任务调度问题。给出了平面二轴联动插补派生法构建适合电火花加工机床的多轴联动插补控制算法,提出内存映射法构建硬件实时驱动方式以增强系统驱动的实时性,提出线程一处理器模式构建用户管理模块,以使复杂的管理任务清晰化和易于管理,选择最优的通信方式来增强数控系统的实时性能。开发出了五轴联动电火花加工数控系统,并运用该系统进行了带冠整体式涡轮盘的加工实验。实验结果表明,该系统具有实时性强、稳定性好和可靠性高等特点。
0 引言
随着电火花加工技术的发展,多轴联动电火花加工已经成为加工具有复杂几何结构或材料较难加工的零件的主要方法,并广泛应用于军事、航空、航天等领域,尤其在加工航天飞行器发动机的涡轮盘上,多轴联动电火花加工在国内已经成为唯一可靠的加工方法。但是由于多轴联动电火花加工机床的用途非常特殊,国外对我国一直采取禁运措施,又由于生产的必需性,我国一直从第三方国家间接进口。这样不但增加了成本,而且在购买自由性、软件升级、售后服务、关键技术等方面受到很大的限制。自主研发多轴联动电火花加工数控系统对于打破国外垄断、推动我国航空航天事业和国防事业的发展具有非常重要的意义。目前,国内尚未开发出真正应用于生产实践和产品化的四轴以上联动的电火花加工数控系统。
多轴联动电火花加工数控系统的开发要遵循实时性、稳定性和可靠性三个基本原则,其中系统的实时性能是主要部分。数控系统需要把控制命令第一时间传递给外部设备,驱动设备进行指定操作,并且在第一时间接收外部中断信息,采集外部加工状态,对机床的运行进行调整,保证加工能够稳定地进行。实时性强的系统能够保证加工的正确、高效、高质量和高成功率,实时性较差的系统会频繁地造成放电状态的不稳定,如短路和拉弧,从而降低放电效率,影响加工质量,甚至毁坏工件或电极。电火花加工是一个非常耗时的过程,要求系统具有长时间稳定加工的能力,能够始终保证加工的一致与准确。在整个加工过程中,系统要始终保证能够可靠地加工,不会因自身的缺陷而影响加工。
Linux以其源代码的开放性、健壮性和稳定性得到业界的认可,并在工业界得到越来越广泛的应用。Linux是自由软件,源代码完全开放,在Linux上开发数控系统对于开发自主版权的数控系统更具有现实意义。作为Linux的实时性扩展,RTLinux具有稳定和近乎完美的实时性,它支持多线程操作并具有硬实时性,中断频率几乎可以达到硬件极限,已经被应用于许多对实时性能要求非常严格的场合,如美国Alabama大学的无人驾驶飞行器,清华大学的VACS(virtual axes control system)系统,华中科技大学、北京航空航天大学和华南理工大学也分别提出了基于RT—Linux的开放式软件数控系统模型。将RT—Linux技术应用于多轴联动电火花加工数控系统的开发,能够很好地解决系统在实时技术方面的问题,提高系统的实时性,增强系统的稳定性与可靠性。采用Linux和RT—Linux开发数控系统,耗资低,竞争性强。通过文献查阅,目前国外尚未有将RT—Linux技术应用于多轴联动电火花加工数控系统开发的相关报道。
1 基于RT-Linux的多轴联动电火花加工数控系统双核结构
1.1 RT-Linux简介
RT—Linux是Linux系统的硬实时扩展,其运行机制是在Linux内核和外部硬件之间加入一个虚拟层,构筑一个小的、时间上可预测的、与Linux内核分开的实时内核,即RT—Linux内核,如图1所示。
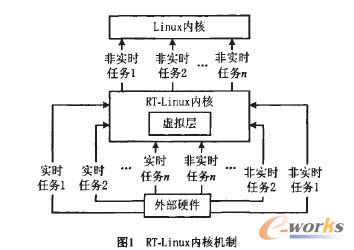
RT-Linux内核直接对硬件进行控制,而原来处于主控地位的Linux内核则成为RT—Linux内核的控制对象,即作为实时内核下的一个随时可被实时进程抢占的优先级最低的进程。RT-Linux内核分割Linux内核与硬件中断之间的直接联系,先于Linux内核拦截硬件中断,这样Linux内核就不能真正禁止硬件中断,亦不能延长实时系统的中断响应时间。当RT-Linux内核收到与实时处理有关的硬中断时,立即执行相应的实时中断服务程序;而收到与实时处理无关的中断时,保存相应的信息,直到RT—Linux内核空闲时通过软中断传递给Linux内核处理。这就保证了实时任务能在第一时间被系统所响应进而得到处理,并且不被其他非实时任务所干扰。
1.2数控系统双核结构
数控系统需要处理的任务纷繁复杂,如何协调好各任务的处理时序,使其互相不被干扰,是一个非常难解决的问题。本系统将所有任务分为实时任务与非实时任务两类,提出了双核结构概念来处理两类任务。
数控系统双核结构如图2所示,其体系结构宏观上分为实时部分和非实时部分。实时部分包括实时控制模块和驱动模块,两个模块以软件包的形式装载入RT—Linux内核,由RT-Linux内核进行控制;非实时部分为用户管理模块,由Linux内核进行控制。这三个模块通过彼此间的通信和控制结合起来,形成有机的整体,控制电火花加工机床运行。
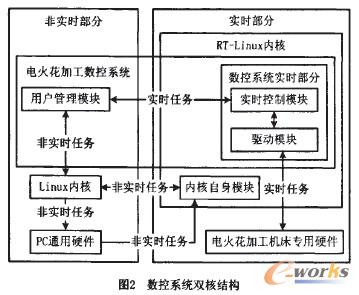
实时控制模块由对实时性要求比较苛刻的实时任务、任务调度和多轴联动插补控制算法组成,以软件形式实现了数控控制器的功能,能够实现对电火花加工机床的运动控制;驱动模块相当于设备驱动层,由电火花加工机床的各种专用硬件的驱动程序组成;电火花加工机床专用硬件是为实现机床的功能而添加的硬件,包括伺服控制卡、脉冲电源等;用户管理模块以图形用户界面(Graphical User Inter—face,GUI)的形式面向用户,主要为人机交互提供接口,用户可以通过界面上所提供的各个功能模块来完成人机交互。
系统在运行时,当用户管理模块发送一个任务命令时,数控系统首先判断该任务是实时内核任务还是非实时任务。如果是实时任务,系统则将其传递给实时控制模块,实时控制模块调用自身的实时线程来处理;若该任务需要和外部硬件进行交互,则由实时控制模块与驱动模块进行通信来完成。如果该任务是非实时任务,系统将其交与Linux内核进行处理。实时任务的优先级大于任何非实时任务。当一个实时任务到达时,所有运行中的非实时任务必须交出处理器的使用权,处理器转而处理该实时任务。等到实时任务处理完毕后,处理器接着处理中断的非实时任务。
2 数控系统模块的构建与通信
实时控制模块、驱动模块、用户管理模块以及三个模块间的通信构成了整个多轴联动电火花加工数控系统。
2.1实时控制模块
实时控制模块包括实时任务、任务调度和多轴联动插补控制算法。
2.1.1 实时任务
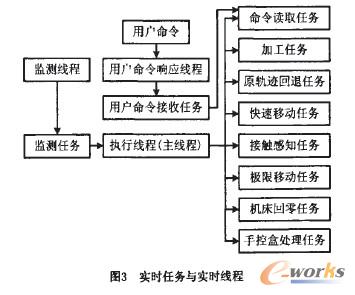
实时控制模块共包括十个实时任务,为解决任务间协调控制的问题,提出了采用线程承载法执行这些任务。根据实时任务各自的性质和所完成的功能,将众多任务划分为三类,每类创建一个实时线程作为载体来执行(如图3)。用户命令响应线程(单任务线程)执行用户命令接收任务;执行线程(多任务线程即整个实时控制模块的主线程)执行命令读取任务、加工任务、原轨迹回退任务、快速移动任务、接触感知任务、极限移动任务、机床回零任务和手控盒处理任务;监测线程(单任务线程)执行监测任务。
- 上一篇文章:数控液压伺服系统设计与应用
- 下一篇文章:多轴联动电火花加工数控系统开发(下)