



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于华中数控系统的ZJK7532A数控钻铣床升级改造
引言
许多加工用户使用的数控机床主要是国内早期的数控设备,系统功能简单并进入老化阶段,电气控制故障率逐年上升并且加工精度低,已严重影响到企业的正常生产。而新购设备投入较大,废弃旧设备又比较浪费,能否有一种途径花尽可能少的钱,就能使旧机床不仅具有和新机床一样的加工精度,而且还具备当前数控机床的功能,还能减少故障率、提高加工效率。针对这种情况,我们对ZJK7532A数控钻铣床进行全面了的系统、电气和机械升级改造。
1 升级改造的内容
ZJK7532A数控钻铣床是外配通用PC机的经济型数控装置,属于早期的华中2000系列数控系统,主轴为机械手动变速,进给为步进电机开环控制,采用梯形螺纹丝杠传动。系统落后、精度差及稳定差。故具体改造内容涉及数控系统升级,交流伺服电机半闭环控制,主轴无级调速改造和机械结构升级。
2 改造设计具体方案
2.1 机械结构的改进
机床主轴的改造是在原机床手动换档三级变速的基础上,充分利用原有三相异步电动机和主轴变速箱,采用变频器驱动实现手动换档分段无级变速的控制方式。这种方式很适合需要无级变速但又对低速和高速都不要求的场合,实现起来简单方便又比较经济,在较低速度时可通过机械变速装置扩大输出转矩,但其调速范围受到电动机最高转速的限制。进给轴结构改造如图1所示,伺服电机通过1:1的齿形带轮带动滚珠丝杠旋转,实现工作台的运动。替换了原有的梯形螺纹丝杠,提高了机床的精度和快速响应性。
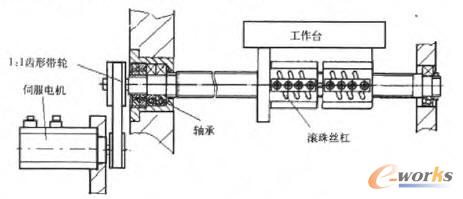
图1 x、y、z轴机械传动部分
2.2 强电电气控制设计
改进后机床强电电气原理图如图2所示。主要是主轴和进给伺服电机的电源及其控制连线。
2.3 数控系统的选择
综合性能、可靠性及经济性因素,本机床改造中我们选择华中“世纪星”数控系统,它是在华中I型、华中2000系列数控系统的基础上,满足用户对低价格、高性能、简单、可靠的要求而开发的数控系统,近年来国内用户对其认可度有很大提高。它采用了先进的开放式体系结构,内置 嵌入式工业PC,配置7.5”或9.4”彩色液晶显示屏和通用工程面板,集成进给轴接口、主轴接口、手持单元接口、内嵌式PLC接口于一体,支持硬盘、电子盘等程序存储方式以及软驱、DNC、以太网等程序交换功能。具体连线如图3所示。
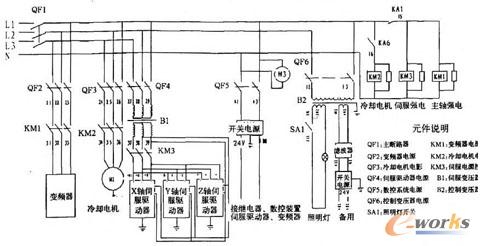
图2 机床强电电气回路原理图
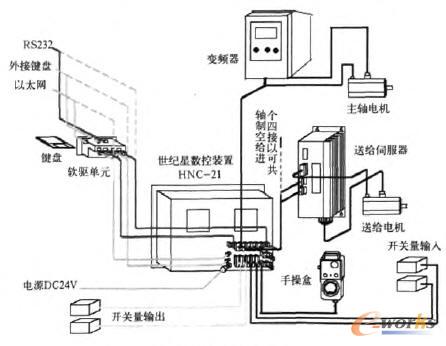
图3系统连接总图
- 第1页:基于华中数控系统的ZJK7532A数控钻铣床升级改造(1)
- 第2页:主轴电路
- 第3页:机床参数设置
- 上一篇文章:五轴数控机床回转中心的几何误差检测与补偿
- 下一篇文章:基于Powermill的五轴加工中心后处理模块