

最新新闻

热点文章
我要投稿

联系电话:027-87592219/20/21转188
投稿邮箱:tb@e-works.net.cn
投稿邮箱:tb@e-works.net.cn
文章推荐
视频推荐

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

机器视觉在线检测,为自动化提速!
在线视觉检测系统是当今汽车行业自动化率不断提升过程中不可或缺的设备,它有力地保障了产品在尺寸控制、精确定位、功能匹配和自动检测方面的精度...
随着汽车行业自动化水平的不断提高,一些传统的检测方式已不能适应高节拍、柔性化的生产需求,自动的具有实时监控功能的机器视觉在线检测技术逐渐在主流生产厂家得到应用,并取得了良好的效果。
机器视觉系统由多组传感器组成,每个传感器首先要计算出被测物的特征点,来进行坐标确定,然后将所有接收的数据信息拟合在统一的坐标系统中,从而完成测量。机器视觉在线检测技术从安装方式上分为固定式和动态式;从测量的方法上分为采用照相机拍照系统和激光系统两种方式;从应用领域上分为定位检测功能、尺寸检测、型面检测和功能匹配等几个方面。
在自动化汽车生产线中,视觉系统必要时需要同机器人匹配应用,并与生产线的PLC控制系统建立联接,以实现测量、检测、定位和识别的功能。视觉检测系统具有如下特点:采用非接触式测量方式,提高了相应速度,对生产线影响小;具有长时间的稳定、可靠地重复工作的性能,适用于汽车连续化的流水线作业;适合在安全风险高、人机工程恶劣和环境差的区域工作。诸多优点使视觉检测系统在汽车行业中得到了广泛的应用。
在线尺寸检测功能
(1)车身尺寸检测功能(通常采用动态检测方式)
在生产线的特定位置,设置激光测量系统,对车身的关键控制点进行测量,并将数据实时传输到数据分析系统,并能将发现的问题及时进行报警。
该方式实现了实时数据记录、分析,能够有效控制问题的发生范围;采用相对传统的CMM测量,测量样本量大,能在短期内有足够的样本进行统计学分析;灵活性好,通过计算机编程,可以对车身需要关注的局部(如车辆改型、新零件试制)进行定点检测,对问题做出准确判断;柔性好,对多车型混线生产有良好的兼容性;自动工作,节省人力成本。
缺点是设备初期一次性费用投入较大;测量精度比CMM低;对工位的定位精度要求相对较高。
(2)测量系统

图1 视觉在线自动检测
测量系统如图1所示,测量单元主要包括:工装定位系统、机器人+激光测头=测量系统、系统自检系统(含温度补偿)、控制系统、车型识别系统(柔性化生产线)、数据分析系统。
视觉测量系统工作原理见图2:使用平面激光照射被测物体表面,采集二维平面数据;使用激光线照射被测物体采集第三维数据;根据采集数据通过专业软件进行分析;通过相关算法得出被测物体或特征的位移、形变以及其他几何特征的变化。
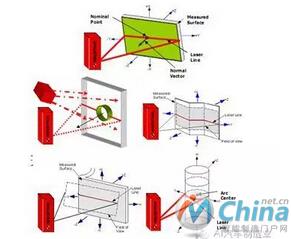
图2 视觉测量系统工作原理
如图3所示,该案例存在的问题是某车型大灯支架批次性波动,调查发现该车型前纵梁尺寸发生变化,供应商新线生产的前纵梁尺寸不符合要求,前纵梁为两条线进行生产。根据零件对比检测,最终确定供应商参照第一条生产线的状态对零件进行整改,使之尺寸状态一致,修复后批次性波动消除。

图3 案例分析
四门两盖、翼子板间隙和平整度匹配在线测量
固定式:
(1)设备要求:自动识别车型,完成激光测量并即时显示测量结果。
(2)测量内容:三车型外覆盖件的匹配(平整度和间隙),主要包括:前盖与翼子板匹配;翼子板与前门匹配;前后门匹配(包括窗框);后门与后翼子板匹配;后盖(或后举门)与后翼子板匹配。
(3)工作原理流程如图4所示。

图4 间隙和平整度检测流程
(4)优点:设备为固定式,操作、保养相对简单;能将一个时间段的车辆的不同部位的间隙、平整度等进行综合分析,为改进提供方向;对在线车辆的匹配100%的测量,确保了车辆匹配的一致性;消除了人工测量时的测量误差,长久来看降低了人工成本;即时发现问题,有利于后道工艺进行返修;适用于大批量、连续化生产的质量控制。
机器人装配精确定位
在现场自动化工位,如顶盖安装、机器人激光焊接、门盖的安装以及自动涂胶等工艺,都需要先进行精确定位,机器人对定位数据进行分析后进行正确的操作,以达到工艺的稳定性。此种定位采取激光测量的方式,通常采用固定方式。
在此以机器人前盖定位安装为例(见图5):车辆到达工位定位,线旁设置了6组固定式激光测量装置,前部4组测量头分别对前盖的两侧前后的间隙和平整度进行测量,另外两组测量头对前盖的铰链安装孔的位置进行测量定位,机器人用抓手抓起前盖,通过收到的数据信息不断修正左右间隙和平整度的一致性,并对前盖的定位孔进行修正,然后打紧铰链。

图5 机器人前盖定位安装
在线门盖型面检测
在线门盖型面检测如图6所示,通常采用照相系统或激光面扫描等对外覆盖件的轮廓或特征进行在线检测,减少了人工搬运、下线的问题,实现100%在线检测,面扫描也是触发式测量设备无法完全替代的检测方法。

图6 在线门盖型面检测
此外,在线检测设备还可以对机器人涂胶的轨迹和位置等进行测量监控,并对轨迹的偏差设定报警限,从而实现自动监控。
结语
机器视觉在线检测系统是当今汽车行业自动化率不断提升过程中不可或缺的设备,本文介绍的几种使用方法是在实践中较为成熟的,它有力地保障了产品在尺寸控制、精确定位、功能匹配和自动检测方面的精度,未来必将在更广阔的领域中得到应用,为实现更高自动化、更精细的质量等方面发挥巨大的作用。
本文来源于互联网,e-works本着传播知识、有益学习和研究的目的进行的转载,为网友免费提供,并以尽力标明作者与出处,如有著作权人或出版方提出异议,本站将立即删除。如果您对文章转载有任何疑问请告之我们,以便我们及时纠正。联系方式:editor@e-works.net.cn tel:027-87592219/20/21。
- 上一篇文章:机器视觉概述
- 下一篇文章:人工智能开启了联网汽车的未来!