



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

中望3D之CAM加工全体验
中望3D是一款CAD/CAM一体化的高端三维设计软件,拥有非常强大的CAM功能,能支持2-5轴联动加工,同时也是国内唯一一款拥有全球自主知识产权的三维CAD软件。作为一名CAD设计师,一直都非常希望能实地感受一下中望3D的CAM功能。最近终于找到了机会,进行了实际的机床操作。接下来,我就和大家分享一下中望3D之CAM加工的体验和心得。
首先我想和大家分享一下中望3D这款软件的一些特点。与其他的软件的CAM模块相比,中望3D有一些非常显著的优点:
1.进给速度控制比较好,同一刀路有变速控制(如下图1),在默认情况下是采用倾斜角进刀方式,保护了工件表面质量。

图1
面向业内熟练者,提供非常多的速度控制,可以让高手把加工速度更上一层楼。其默认参数合理,足以让初学者应付常见问题的解决。如果能根据材质和刀具自动给出其默认参数,个人认为会更加震撼。
2.Z轴转角半径控制:在进刀时在Z轴以圆弧方式切入工件,该功能独特(别的软件没有)。
3.快速切削功能:省略了很多参数的设置,默认参数的提供减轻了设置时的繁琐。过多的参数控制有时会让不熟悉软件的使用者茫然,无从下手。
4.加工方式比较齐全。
接下来我想谈谈在实际操作过程中的一些加工技巧。
从产品设计到加工制造,是一项繁琐而精细的事务。在整个流程中,我们需要理解各步骤的关键地方和要诀,避免出现安全事故,以下列举一些原则和方法。
开粗的意义:在机床载荷承受范围内,在加工绝大部分的情况下,尽可能的采用大的刀具,尽可能大的进给,尽可能快的进刀量,达到快速高效的去掉切削胚料,为后面的半精和精加工创造有力的条件。
选刀的原则:根据产品的二维角与三维弧的曲率半径来选择,稍微小一点。
钻孔的方法:一般在钻孔前,都要用中心钻钻一个小孔,再钻孔。在工厂一般采用螺旋下刀的方式,省略了这一步。
加工步骤:一般分三步进行:开粗(多次开粗),半精加工,精加工。对于同一刀工序来说,均可用在这三个方式中,主要区别在于加工余量,进给量,主轴转速的不同。
安装刀具与夹具要点:选择刀具时,通过加工零件高度来判断选择何种刀柄长度,避免刀刃过短加工不到底部。安装时注意刀刃露出长度在100mm内,过长会导致加工时刀具震动,影响加工质量。同时露出的刀刃要大于零件最大加工深度。一般情况刀套和刀柄接触至少100mm,避免装不紧而飞刀。安装夹具时,分步夹紧:开始半圈,然后适度敲击工件中部(必要时使用塑胶锤),然后再夹紧再敲。
对刀注意事项:尽量使用手轮方式,在刀尖接近工件时,避免使用摇柄控制,而是一格一格的转动手轮。
对工件加工不到的部位处理
由于刀具旋转,不管是球头刀还是平底刀,不管刀的半径多小,红色区域总有地方加工不到。一般采用线切割或者局部使用铜公或者石墨电极放电解决。线切割一般用于加工通孔,在工件上钻一小孔,让钼丝通过,利用放电效应来回切割,具有加工成本低,精度高的特点。石墨和铜公放电一般加工盲孔,三面相交的尖角内凹部位。(如图2)
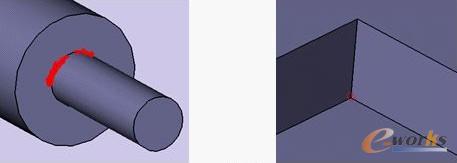
图2 零件加工中加工不到位的区域
对于某些采用别的工序加工的特征,可以采用在零件中先删除特征的办法,比如异型孔特征一般使用线切割加工方式,在进行铣加工时,为了避免干扰和加快运算效率,先把异型孔删除,然后局部加工。(如图3)
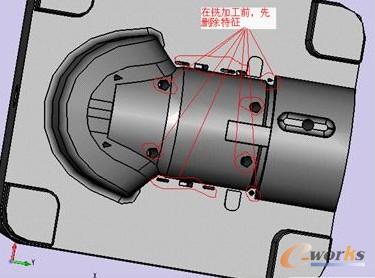
图3
相关阅读:
数控刀具的失效形式及对策
http://articles.e-works.net.cn/CAM/Article86894.htm
三维CAD教程:用中望3D制作QQ模型
http://articles.e-works.net.cn/CAD/Article87184.htm
CAXA电子图版教程
http://articles.e-works.net.cn/cad/article87495.htm
- 上一篇文章:基于AT89C52的电池四参数自动检测系统设计
- 下一篇文章:开关电源中电流检测电路的探讨