



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

UG-CAM实例详解
背景知识
NX生成刀轨的编程步骤工作流程如图1所示。
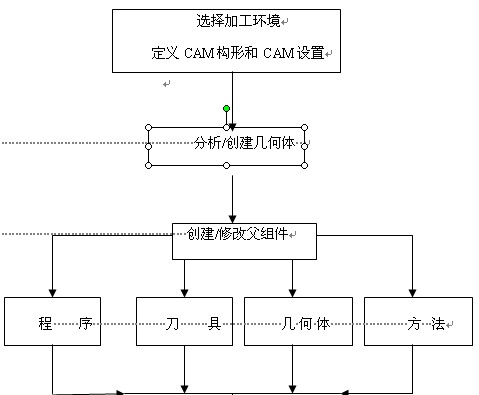
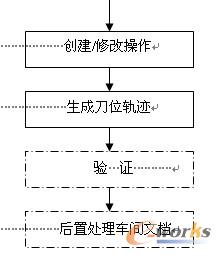
图1 NX生成刀轨的编程步骤
实训案例
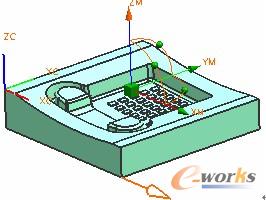
本实训案例为一电话机上盖的粗加工过程,如图2所示。

图2 电话机上盖模型
操作指导:
1 打开文件
·打开文件phone.prt

2 进入加工环境
·单击 起始→加工。

·弹出加工环境对话框。
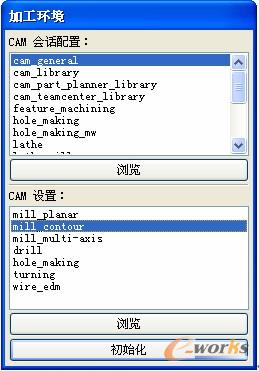
CAM会话配置选择cam_general,CAM设置选择mill_contour,单击初始化。
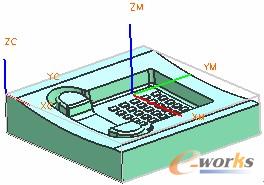
3 创建加工坐标系MCS
·在工具栏上点击几何视图图标。

·编辑MCS_MILL节点,弹出MILL_ORIENT对话框。在MCS中选择构造器。构建如图所示的MCS。
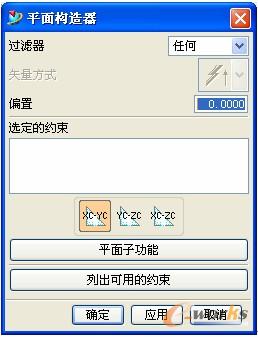
·勾选间隙,单击指定,弹出平面构造器对话框,选择XC-YC平面,在偏置栏中输入20,单击确定,返回MCS对话框,再单击确定。
4 设置WORKPIECE
编辑WORKPIECE节点。弹出MILL_GEOM对话框。

·在对话框中的几何体项目中点击部件图标,点选选择,选择电话机凹模;

·点击隐藏(Blank毛坯)图标,点击选择,选择自动块作为毛坯。
 分页
分页
5 创建刀具
·在工具栏上点击机床视图图标,操作导航器切换到机床视图显示。
·点击创建刀具图标,弹出创建刀具对话框,并作如下设定:
类型 : mill_contour
子类型 : MILL
父级组 : GENERIC_MACHINE
名称 : D20R4

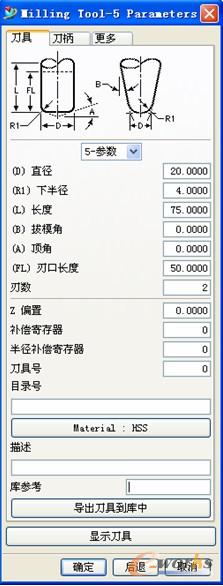
·点击确定,弹出Milling Tool--5 Parameters对话框,设置如下:
选择5-Parameter
直径 : 20
下半径 : 4
选择确定。
·按以上步骤分别创建一把D12R2,D10R5, D8R1的刀具。
6 创建粗加工刀轨
·在工具栏上点击程序顺序视图图标,操作导航器切换到程序顺序视图显示。
·在工具栏中点击创建操作图标,弹出创建操作对话框,设置如下:
类型 : mill_contour
子类型 : CAVITY_MILL
程序 : PROGRAM
使用几何体 : WORKPIECE
使用刀具 : D20R4
使用方法 : METHOD
名称 : C1
·点击确定,弹出CAVITY_MILL对话框,设置如下:
切削方式 : 跟随周边
步进 : 刀具直径
百分比: 50
每一刀的全局深度 : 0.5
·点击方法图标,弹出进刀/退刀对话框,设置如下:
水平 : 10
传送方式 : 安全平面
设置完成后,点击确定返回CAVITY_ILL对话框;
点击切削图标,弹出切削参数对话框,设置如下:
策略
切削顺序 : 层优先
切削方向 : 顺铣切削
毛坯
部件侧面余量 : 0.35
连接
区域排序 : 优化
设置完成后,选择确认,返回CAVITY_MILL对话框。
·点击进给率图标,弹出速度和转速对话框,设置如下:
第一刀切削 : 500
剪切 : 1200
(注:速度和转速仅供参考,不同的材料,工艺以及刀具和机床这些设置都会不同。)
·点击确认,返回CAVITY_MILL对话框。

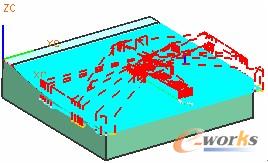
7 生成刀轨
·选择生成图标,生成刀为轨迹。
·选择确认,弹出可视化刀轨轨迹对话框。选择2D动态,选择播放。
·接受刀位轨迹。
8 后处理
·在操作导航器(ONT)中,选择程序C1,点击后处理图标,弹出后处理对话框,选择三轴铣床及输出路径,点击确认。
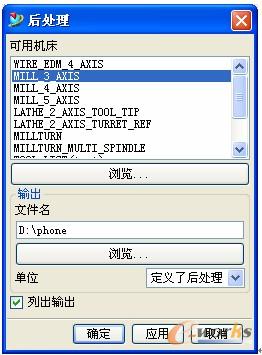
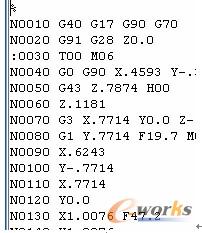
·处理完成后,在信息窗口将列出右图所示信息。同时产生一个数控程序(*.ptp),该程序可以直接送去对应的数控机床加工。
- 上一篇文章:CAM关键技术
- 下一篇文章:浅析人机界面市场发展现状及未来趋势