



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

柔性制造系统的刀具动态调度管理系统
在柔性制造系统(Flexible Manufacturing System,FMS)的成功应用中,刀具的有效管理起到非常重要的作用。在一个制造系统中,刀具方面的费用约占生产费用的14%,对于FMS,这个比例还会更高(Tomek 1986),但这在以前并未引起太多的注意。尽管FMS的出现提高了企业的生产能力,但是由于对FMS中大量刀具的管理不善,使生产能力的进一步提高受到阻碍。因此对FMS中刀具管理的研究就显得极为重要了。
一、刀具管理的功能
FMS中,刀具管理的含义是“以经济的消耗在正确的时间把种类正确和数量准确的刀具送到正确的地方”。按功能分,FMS中刀具管理系统可划分为三个子系统。
1.刀具室支持系统
包括刀具预调及数据采集、刀具编码生成及粘贴、刀具组件管理、生成刀具准备计划和生成刀具购买清单。
2.刀具配置管理
包括生成机床刀具库配置表、零件组间机床刀具调整管理和刀具寿命管理。
3.刀具动态调度管理
包括刀具实时调度、刀具故障检测及处理、刀具寿命实时监控和刀具数据流管理。
二、刀具动态调度管理
刀具动态管理系统是保证机床在正确时间得到正确刀具的关键。它实现机床刀库、中央刀库的初始化配置、刀具在FMS内的动态调度、刀具寿命管理及刀具破损管理。刀具动态管理系统应根据系统所需加工工件工艺过程、加工路线及系统作业调度计划最优地为机床准备好所需刀具,同时考虑该组刀具在加工该工件时不至于由于剩余寿命不够而破坏,一旦发生意外破损应及时最优地予以补充。
1.刀具实时调度
FMS刀具自动储运和管理系统主要有两种形式:一是在加工中心配置一定数量的刀库。这种配置形式的缺点是,由于每台加工中心的刀具库存容量有限,当加工的工件种类增加时,加工中心不得不停下来更换刀具,因此不能有效地连续生产;二是设置独立的中央刀库,采用换刀机器人或刀具运输小车(ToolAGV)为多台加工中心进行刀具交换服务。采用中央刀库的系统,根据刀具交换方式不同,又可分为交换单把刀具和交换活动刀库两种基本形式。当前使用最普遍的是交换单把刀具方式。
完整的刀具自动运输和管理系统应由中央刀具库、刀具预调及刀具装卸站、刀具交换装置(换刀机器人或刀具运输小车)以及管理和控制刀具信息流的刀具工作站计算机组成,如图1所示。其工作过程大致如下。
(1)在刀具预调站由人工将刃磨好的专用刀具或采购来的标准刀具在对刀仪上键人刀号和有关参数。
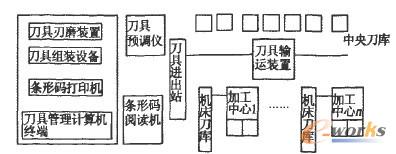
图1 刀具管理系统硬件设备构成
(2)与标准刀套组装并预调刀具。
(3)将刀具结构参数、刀具代码以及其他有关信息输入到刀具工作站计算机,并通过专用的读写装置将这些信息记录在刀柄上的磁卡或其他形式的记录器中。
(4)将预调好的刀具人工搬运到刀具I/O站,准备进入系统。
(5)由刀具交换装置根据刀具工作站计算机发出的刀具调度指令.将刀具I/O站上的刃磨并预调好的刀具运往中央刀库再由刀具交换装置根据刀具调度指令将各加工中心的机床刀库或中央刀库的刀具运往各加工中心,来满足加工零件的需要。而已磨损或破损的刀具则直接由刀具交换装置送至刀具I/O站。
2.刀具故障检测及处理
为了控制刀具的流动,跟踪每一把刀具的位置是非常重要的,即系统应随时知道某把刀具是在中心刀具存贮室或正在运输途中,还是在某台机床的刀库中。为此每把刀具上面应携带有自身的识别信息,如具有编码标识或在刀具的某一位置装有一块EPROM芯片。刀具在机床上的在线监控可以对由于刀具的磨损、崩裂或其他异常情况而发生的换刀请求迅速作出反应,以保证加工质量。其方法是在机床的适当位置装上传感器,对刀具状态进行监测。
3.刀具寿命实时监控
由于FMS在运进各加工中心的每一把刀具的额定寿命不同,对于每次的切削加工过程,由于工艺不同,所使用的切削时间也不同,因此,各刀具的状态也不断地发生变化。为了保证系统正常运行,刀具监控系统实时监控加工中心上每把刀的切削过程。加工中心在准备加工零件时,当任一零件被送到加工中心之前,刀具的监控程序要检查加工该零件的刀具要求以及与加工中心刀库上相对应的刀具。并且计算这些刀具是否有足够的寿命来完成该零件的加工。如果刀具不足或寿命不够,监控程序将向主控程序发出换刀请求,机器人立刻执行装刀或换刀指令。如果符合刀具加工要求。就请求调度程序通知小车运输装置,可以把该零件送到机床上去加工。当加工中心加工完一个零件后,由加工中心的CNC控制器把该刀具使用的切削时间传送给主控系统,计算出该刀具的剩余寿命。并由刀具监控程序根据刀具的寿命再次计算下一个待加工零件的刀具要求。刀具监控程序框图见图2。
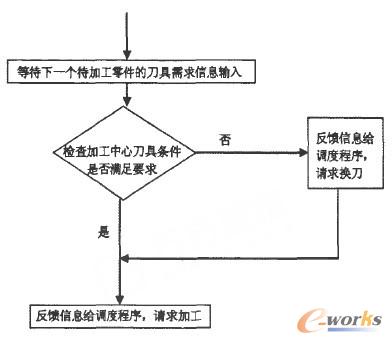
图2 FMS刀具监控框图
4.刀具数据流管理
为了解决上述问题,需要大量准确的数据。由于数据量大,所以数据的有效存贮就显得极为重要。目前多采用面向功能的数据存贮方式(如图3所示)。这种存贮方式的问题是数据冗量大,且刀具数据的变化将影响其他数据库。今后需采用面向对象的数据存贮方式(如图4所示),即采用统一的刀具数据模型,此时刀具数据的改变只影响一个数据库。

图3 面向功能的数据存贮方式

图4 面向对象的数据存贮方式
三、刀具信息管理
刀具信息除了为刀具管理服务之外,还要作为信息源,向实时过程控制系统、生产调度系统、库存管理系统、物料采购系统和订货系统、刀具预调站和刀具维修站等部门提供服务。零件的程序员也需要刀具的几何参数和刀具材料的数据,以便根据工序加工的要求合理选择刀具。由于FMS需要的刀具品种和数量非常多,因此要采用刀具数据库进行管理。
刀具信息的内容主要包括刀具编码信息及刀具几何形状和属性信息。刀具编码的方法很多,FMS用的数据文件一般都是采用刀具本身的直接编码。这种方法使刀具的识别与刀套及其在机床刀库中的位置均无关系,调整刀具时无须特别注意选择刀套,交换刀具时也不必考虑恢复到原来所在位置。刀具几何形状和属性的信息通常使用实时数据,文件中除刀具名外,刀具的几何尺寸、工作长度、工作直径及刀具寿命等均为实时数据。固定直径铣刀的几何尺寸主要为长度和刀尖半径,它在刀具预调站刃磨时产生,每次刃磨后它都可能发生变化。刀具寿命是在机床上产生的,因为寿命与工作条件有关。刀具的工作尺寸因与机床的运动方向有关,因而也是在机床上产生的。
四、结束语
FMS运行时,刀具处于一个动态变化过程中,因此刀具管理就显得十分必要和复杂。刀具管理主要指以下几方面的内容:刀具的贮存、运输和交换;刀具的分配与调度;刀具的监控;刀具的信息管理。在刀具管理过程中,上述几方面相互联系,又相互影响。刀具管理系统作为FMS的一个子系统,其目的就是及时而准确地为指定机床提供适用的刀具,以便在维持较好的设备利用率的前提下,生产出所需的合格产品。
由于FMS中刀具的有效管理对于提高FMS的生产效益、降低投资及运行费用有着重要影响,所以近年来受到很多学者的关注。刀具系统的自动化水平高低,在很大程度上衡量着一个制造自动化系统效率和柔性的高低。
如有任何看法或投稿请联系 MSN:liangxi1122@hotmail.com;QQ:85557991
- 上一篇文章:Delcam-Toolmaker在汽车注塑模设计中的应用
- 下一篇文章:Cimatron五轴加工实例--叶轮加工