



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

人机界面在3MZ136磨床控制系统改装中的应用
同时, 对其控制方式, 运行水平, 直观的个性化操作性能要求也越来越高。因此, 交互式操作界面,报警纪录和打印等要求也成为整个控制系统的重要内容。对于工艺过程复杂, 控制参数较多的工控系统来讲, 尤其显得重要。因此, 工业人机界面, HMI 的出现, 对于在构建PLC控制系统时实现以上功能, 提供了方便可行的人机对话途径, 为磨床工控系统的改造提供了更好的选择。
工业人机界面的特点和功能又称触摸屏监视器, 是一种操作控制显示装置。其硬件由电源、 触摸电阻网络、 显示器、存储器和IYO扩展接口构成。HMI由特殊设计的计算机系统 (32位RISC CPU芯片)为核心, 在STN、TFr液晶显示屏或EL(电发光)显示器上罩盖有透明的电阻网络式触摸屏。触动屏幕时, 电阻网络上的电阻和电压发生变化并 由软件计算出触摸位置。
主要功能有:数据的输入与显示, 系统或设备的操作状态实时信息显示, 在HMI上设置触摸控件可把HMI作为操作面板进行控制操作,报警处理及打印;此外,新一代HMI还具有简单的编程、对输入的数据进行处理、数据登陆及配方等智能化控制功能。
在PLC工控系统上的应用
1、系统概述
磨床的自动循环过程包括上料、上磁、快跳、快趋、黑皮磨削、粗进、精进和光磨等。
原厂配置的控制系统为UCN281小型工控机, 由于其稳定性较差, 故障率很高, 经常造成设备停机。在改装过程中, 系统硬件改用由PLC和及检测仪器组成, 现场设备控制装置由步进电机、谐波减速器、 滚珠丝杆等构成。正常情况下, 根据生产工艺的要求, 协调各个磨削过程控制系统的工作, 设定磨削参数, 实现整个磨削循环过程的全自动化。整个系统的核心控制部分由OMRON—实现, 而系统的监控和交互式操作界面任务将HMI承担。主要有以下内容: 参数设定, 动态画面显示, 磨削过程的参数显示, 故障报警与诊断。其中HMI选用步进公司的e—VIEW—506L 。
2、HMI与PLC之间的通讯
当HMI用于PLC控制系统时, HMI与PLC之间通过串口以 D—L I N K(直接连接) 方式进行通讯。在该方式下, HM I 根据要求直接读入PLC的数据或把数据写入PLC相应的地址中。由于内装通讯协议, 因此无须编制通讯程序, 只要指定所用类型(即通讯协议) , 运行时即可实现通讯。
因此大大减少了PLC用户程序的负担。在系统设计时, 直接指定控制部件与其对应 P L C的输入输出(i/o) 、寄存器(R) 、 中间寄存器(M)的地址, 运行时HMI就能自动与PLC进行数据交换。直接读取或改写PLC相应地址的内容, 并据此改变界面上的显示内容。同时通过对HMI的触摸操作,可向PLC相应的地址输入数据。
3、HMI监控主界面
整个HMI监控系统采用树形结构, 由监控调整界面(如图1)及相应功能子界面组成。
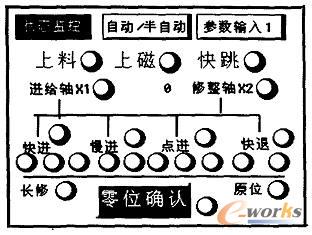
在监控主界面上面设有控制功能键,触摸各功能键可以进入相应的子界面, 执行所需的功能。
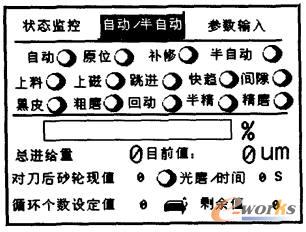
在每一个子界面中可通过I上一页I 、I下一页I功能键在同一功能组中进行界面切换,在任一子界面都可以通过l 返回l 功能键退回到监控主界面。系统 自动采集相关的数据, 将设备的工作状态和一些工艺参数显示在主界面上,便于操作人员的观察。监控主界面上还有生产过程的动态界面显示见图2,在动态界面上以各种形式模拟出主要控制设备的运行情况,例如设备运行的位置、 磨削状态以及磨削数据等,直观、生动地反映出现场的过程,方便操作人员对生产情况、设备工况的了解d HMI编程软件Easy Builder提供了丰富的控制部件; 如按钮部件、界面切换部件、指示灯部件、数据文本显示部件和动画部件等等。实现上述功能只要根据需要选择相应的控制部件,定义好其属性即可。Easy Builder采用监控软件通用模式,所有控制部件的属性通过组态形式完成, 以实现相应的控制功能。 使用Easy Builder内附的图库及作图工具来构造生产现场的模拟界面, 简便易行。
此外,充分利用HMI的优势将原先布置在控制柜上的开关、 按钮、 指示灯尽可能地用HMI中的控制部件替代, 这样做可减少硬件、 简化接线并降低故障率。
4、HMI参数设置
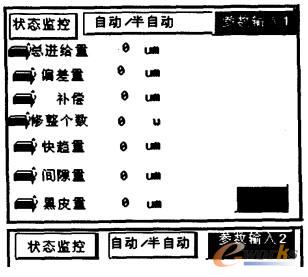
功能主控系统中有很多工艺参数需要设置和变更, 根据控制功能将其经常需要改变的磨削参数做成几个界面的参数组(见图3),使整个系统的结构更加合理。同时利用触摸操作的特性使参数设置变得极为简便和直观。在参数设定时, 可以通过触摸功能键进入参数设定界面, 利用其内带的数字置数键盘, 将此数字键盘设计为弹出式, 在操作人员要设定参数时, 触摸所需改变参数的数字键, 弹出数字键盘进行操作。HMI中每个数据在部件属性中定义并分配了相应的PLC地址, 依次输入数字完成后, 按动scl键, 数字键盘消失。
输入的数据确认存入PLC指定的地址中。同时每个参数值都允许设计有上、 下限限制, 当输入数值超限时, 系统拒绝接受并向操作者发出报警并返回上一次数据。此外, 对重要的系统设备参数组是不允许修改的, 可通过Easy Builder软件的工具库, 对设置界面参数修改进行密码保护, 增加系统的安全性。
- 上一篇文章:基于Edgecam的实体加工在智能化编程中的应用
- 下一篇文章:基于CAD/CAE/CAM技术的按键注塑模具设计