



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

解析Edgecam的创新思维--产品加工篇
Edgecam在产品加工领域被众多用户认可的原因之一,就是它简单易用的特点。对于一个数控编程人员来说,完整地学习一个CAM软件是必要的。学习一个软件往往是一个漫长的过程,因为从入门到精通需要很长的时间,并需要在实践中不断地总结印证。对于习惯了手工编程的工程技术人员来说,大家都希望在CAM软件中能找到自己熟悉或喜欢的功能,因此,选择一个CAM软件显得尤为重要。Edgecam提供的众多功能中,尤其是针对产品加工方面,考虑到了人们由手工编程到自动编程过渡的思维习惯,提供了众多的可控编程参数,使得用CAM软件生成的刀具路径以及NC代码更多地符合手工编程的格式和习惯。此外,手工编程中,经常让编程人员困惑和难以化解的一些难点,Edgecam也给出了简单的解决方法。本文用几个实例来看看Edgecam如何解决这些难点。
首先,我们来看一下车削功能。目前的两轴车削编程中,90%以上是通过手工编程来实现,此类设备的编程相对来说比较简单,但是,对精益求精的人来说,可能要付出很多时间的代价来学习和掌握编程技巧。如果使用软件,解决这些问题相对就简单很多,只需要几个参数的设置就可以达到目的。那么我们通过下面的例子,来了解一下这些常见的加工思路是如何在软件中完成的。
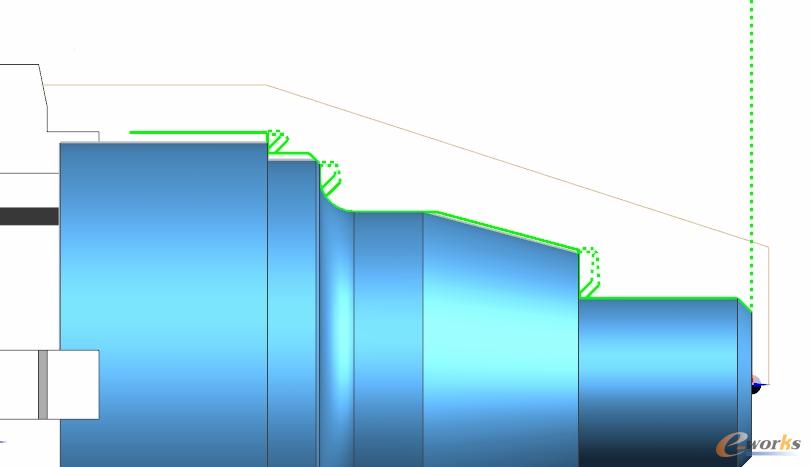
1、换向切削:在车削过程中,往往存在各种不同直径的端面,当刀具接触到这些端面的根部时,负载增加,而且如果车削方向不改变,端面处的车削必然是往回拉的方式,这样会造成刀片的震动,增加磨损,影响加工的表面质量。如果此时在端面处改变一下加工方向,采用从外向内推进的方式,可以很好的解决这个问题。这是一个工艺技巧,很多人们已经认识到这样加工的益处,但是,困难在于这样不断地更改加工方向,给手工编程带来了更大的计算量和工作难度,那么在Edgecam中,只需要选择一个参数,设置一个临界角度,相邻两个面之间的夹角在此角度以上,即可以自动换向,并可以设置换向后叠加距离等参数,保证不会因为换向切削产生接刀痕。
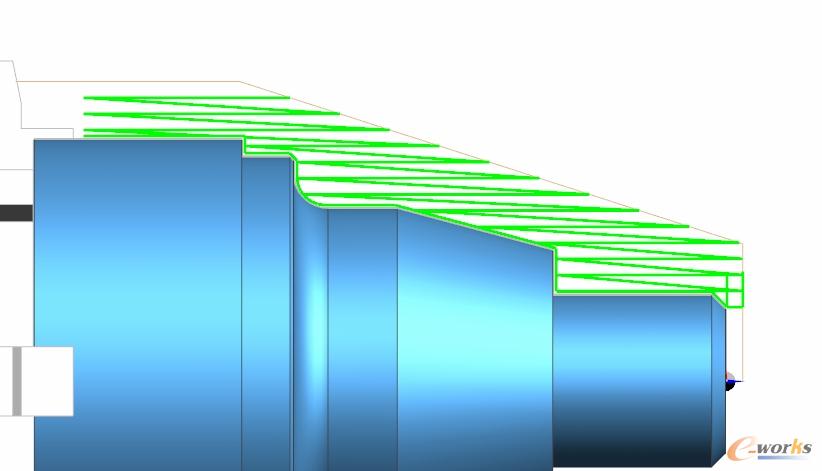
2、变深度切削:在粗车加工中,往往需要尽快地去除毛坯余量;但是如果采用恒定的切削用量,刀具受力相对恒定,得不到缓冲,如果刀具始终处于高负载的状态,冷却润滑条件越来越不理想,将严重影响刀具的使用寿命。那么在Edgecam中采用变深度切削,就可以解决上面提到的问题,使得刀具寿命得到有效延长。在手工编程中,我们可以通过一些固定循环来实现这样的功能,但是,对于一些低档的控制系统,不具备这样的固定循环功能,就只能望洋兴叹了,而通过Edgecam来生成这样的刀具路径将是非常简单的事情。
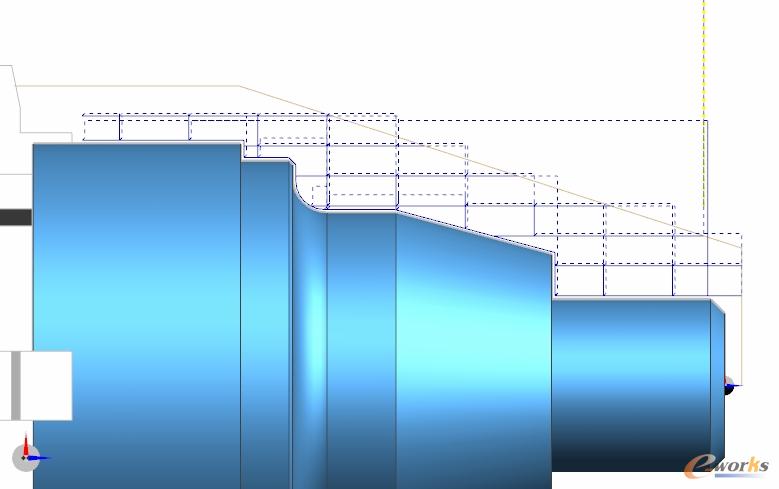
3、自动断屑方式切削:车削加工中,切屑经常缠绕在刀具或工件上,不仅影响加工表面质量,而且影响冷却润滑,更是影响了刀具使用寿命。如果通过自动断屑的方式就可以解决这个问题。在Edgecam中,只要指定一个断屑距离参数,那么一个单一的切削过程,就可以变成多段的轨迹,当然分段的目的是为了断屑。如果使用手工计算来完成这样的编程工作,繁琐程度将是不可想象的。
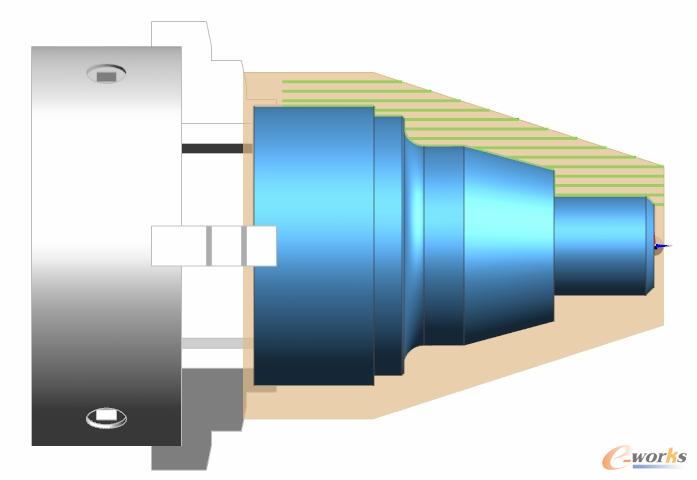
4、利用毛坯优化刀路;提高加工的效率是每个企业追求的目标,加工程序的效率就是生产效率。对于一个异形毛坯来说,怎样按照毛坯的形状生成刀具路径,减少空走刀是编程时必须要考虑的因素,因此在Edgecam中,可以任意指定毛坯形状,系统自动优化刀具路径,将那些没有意义的空走刀轨迹自动裁剪掉,从而提高了加工效率。
投稿或有疑问请联系:MSN:kangta868@hotmail.com QQ:1090219530
分页5、刀尖半径软件补偿:在手工编程过程中,人们习惯上不考虑刀尖半径,刀尖半径补偿大部分由控制系统来完成,但是,控制系统缺乏根据模型形状进行判断的能力,因此需要人为指定是左补偿还是右补偿。这个问题不得不交由编程人员通过分析计算来完成,无形中增加了编程的工作量,而且容易出现失误。Edgecam提供给我们一个新的解决方法,就是通过软件来完成刀尖半径补偿,生成的刀具轨迹中已经考虑到了刀尖半径,在加工中,无需在控制系统的刀尖半径补偿栏目中输入任何参数。在生成刀具轨迹的过程中,软件可以自动地判断模型形状,调整偏置量,我们再也不用管它是左补偿还是右补偿了。相信这种“软件补偿”来代替习惯中的“硬件补偿”一定会给你的工作带来很多的轻松和快乐。
其次,对于铣切编程来说,在产品加工中,更多的是通过三轴加工来完成,人们可能习惯通过手工编程来完成加工,原因是手工编程的灵活性和低成本。对于一个CAM软件来说,这部分的功能只是其中的一小部分,掌握起来很容易,不仅可以让你彻底地撇开计算器,而且更可以提高编程效率和质量。
1、利用毛坯优化刀路
在提高加工效率方面,利用软件编程可以完成很多手工编程很难完成的工作。例如,利用毛坯形状来优化刀具路径可以提高加工效率,减少空走刀。下面的例子中,我们可以看到,通过毛坯模型来优化的粗加工刀具轨迹,与毛坯形状贴合。
2、高效的残料加工
利用软件编程还可以随时地调整加工刀具参数,利用大直径的刀具可以提高材料去除率,但是由于刀具直径较大,很多地方可能无法加工,那么我们可以通过残料加工的手段,自动获取残料区域,更换小直径的刀具来完成残料区域的加工,这样可以极大地提高加工效率。如果采用手工编程,很难这样安排工序,因为这样的编程是个难点。
投稿或有疑问请联系:MSN:kangta868@hotmail.com QQ:1090219530
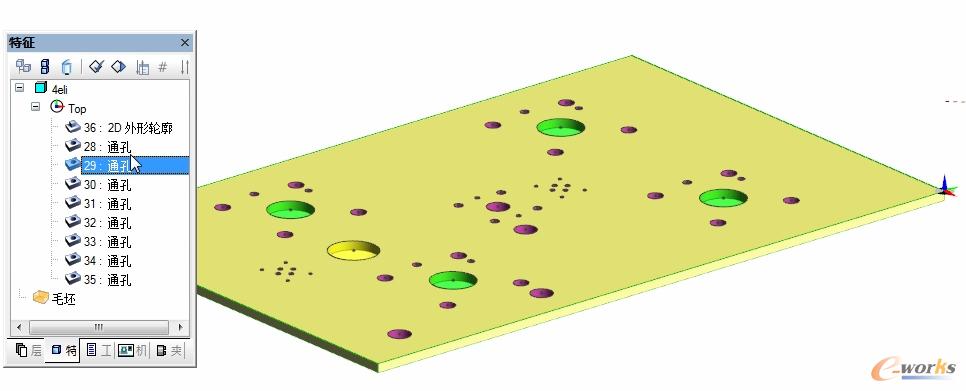
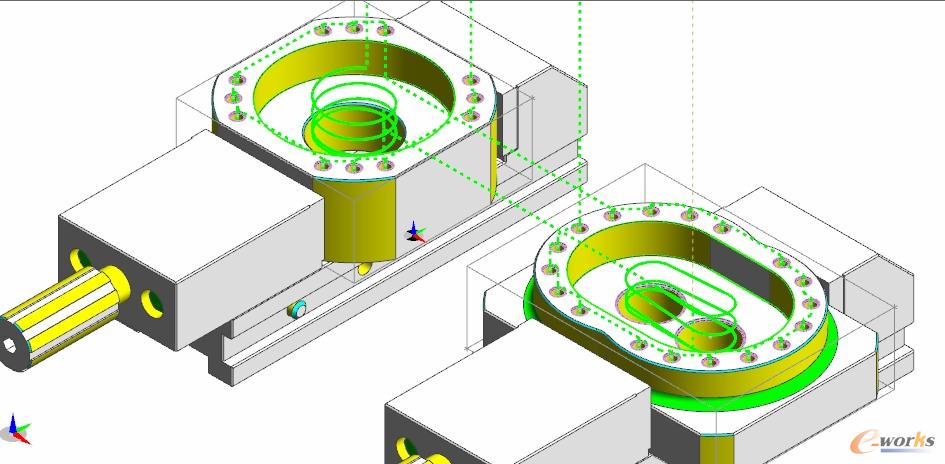
分页3、智能孔加工
针对多孔零件来说,手工编程是可以实现各种孔加工,但要求编程人员熟悉控制系统的各个孔加工循环指令,而且要有耐心,因为大大小小各种类型的孔遍布于零件之上,很容易出现遗漏或错判等失误。反之利用软件的孔特征自动识别分类功能或者针对2D模型的“孔过滤器”,就可以很容易地将模型上的孔进行识别分类,因此不会产生遗漏和错判。在编程过程中,这些孔可以分类成组处理或单独处理。生成的NC代码可以是大家熟悉的固定循环格式,也可以是通用的点到点格式。
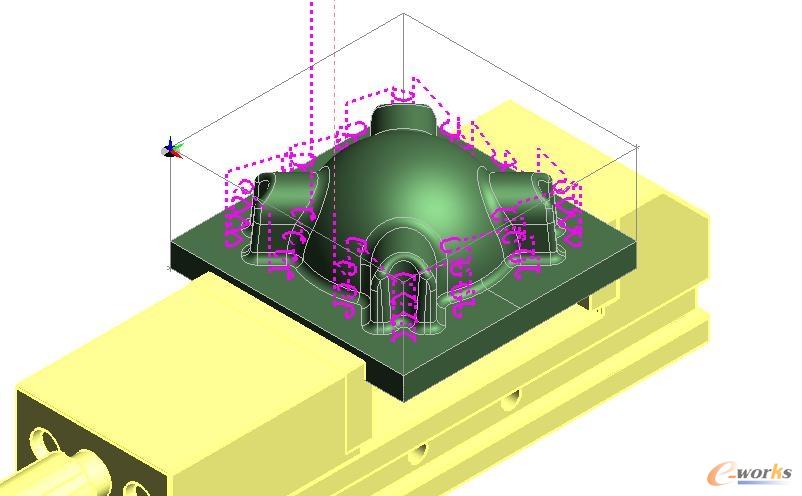
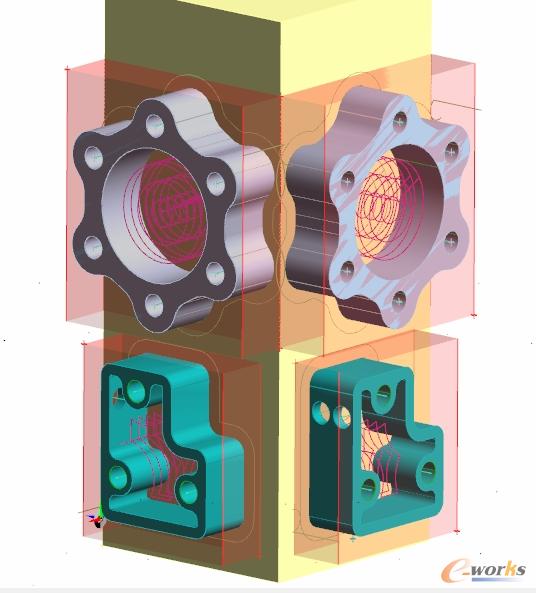
4、组合加工
在产品加工中,我们经常碰到组合夹具的应用,在一个夹具上可能有多个零件同时需要加工,这样一来,刀具路径的优化就大有用武之地了。利用CAM软件,可以很直观地完成这类零件的组合编程,同时还可以根据最少换刀、最少转向等方式进行优化,使得加工刀具轨迹的效率得到提高。
投稿或有疑问请联系:MSN:kangta868@hotmail.com QQ:1090219530
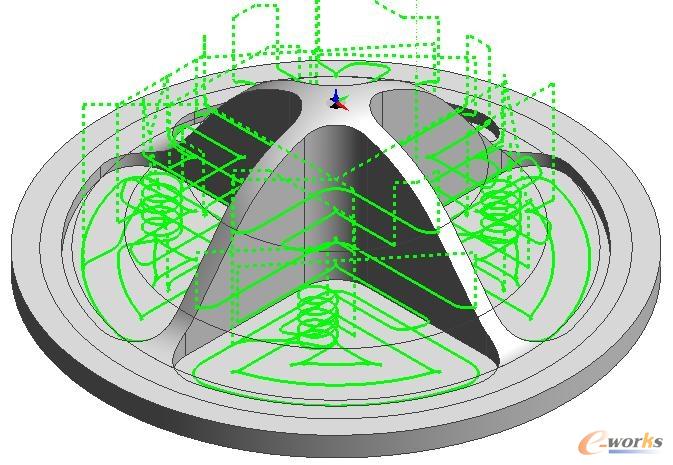
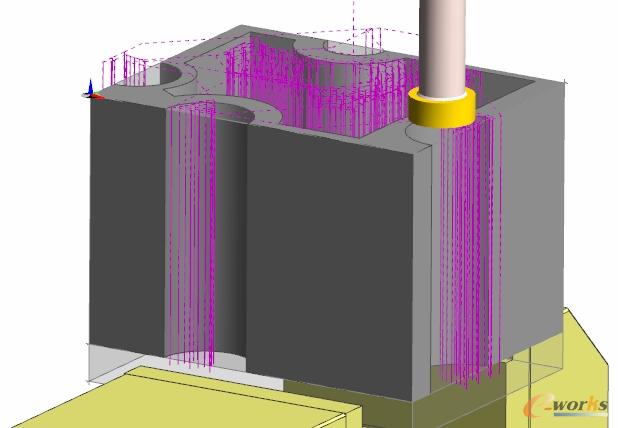
分页5、插铣加工
在常规的铣切加工中,我们很少甚至避免产生刀具垂直向下的加工轨迹,随着刀具技术的发展,现在很多刀具供应商已经可以提供这类插铣的专用刀具,但是这类加工还有一定的局限性,最大的瓶颈就是程序编制。可能是很简单的一个产品(见下图),通过采用常规的加工方式,程序可以很简单地编出来,但是如果是插铣加工,那么就很难通过手工编程来处理了。通过这个例子我们应该进一步地认识到学习CAM软件的必要性,很多新技术新工艺是无法通过手工编程来完成的。
6、其他
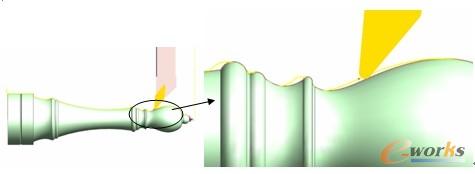
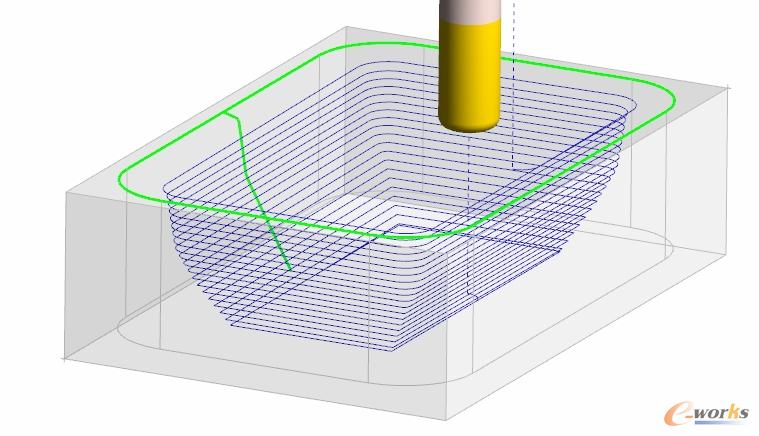
在产品加工中,有些工作通过手工编程相对比较困难的部分,在Edgecam中也可以轻易解决。例如,我们可能只有一个二维轮廓,需要加工如下一个型腔。型腔形状实际上是一条样条线沿着指定的外轮廓扫掠形成的侧面,一般情况下,我们需要建立一个三维模型,利用曲面加工的策略来完成型腔表面的加工。在Edgecam中,我们可以只通过二维轮廓就可以来完成程序的编制,无须建立三维模型。此外,产品加工中还经常会遇到各种凸凹文字加工,Edgecam直接提供文字建模功能,不仅包含了各种中英文字体,还包括文字加工方法。
综上所述,Edgecam不仅可以找到你熟悉的加工方法,而且支持各种固定循环语句,完全满足产品加工中的常规需求,同时我们还可以看到,CAM软件提供的仿真环境,在实际加工之前就可以进行模拟加工,甚至完成机床运动的模拟,这样不仅方便直观,易于编出合理的刀具轨迹,而且还可以更有效地减少试切,提高生产效率。对于有着手工编程经验的人来说,三天的培训即可掌握Edgecam,想想看,她难道不是你正想要的终身伴侣吗?
- 上一篇文章:CAM-CNC一体化,给你一片制造晴空
- 下一篇文章:汽车综合性能检测系统工控机应用方案