



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

LEODO人机界面在冶金行业的应用
第一章 引言
矿热炉工业实际应用中主要用于生产硅铁、锰铁、工业硅、硅锰、铬铁、电石等,由于配套电气控制较为简单,一般智能控制的因素较少,基本上谈不到自动化程度,现场都是人为调节控制,根据操作电流变化而变化,这样必然产生与工艺标准要求滞后的电量反应,因此,对矿热炉的效能产生很大影响,造成功率因数低、电耗高、生产成本高的明显缺点。固然造成这些因素有一部分是因为设备、原材料、生产工艺造成的,但是绝大部分是因操作因素导致。相比国外进口同类设备,机械设备技术基本上已经消化,还存在个别关键设备技术有待提高和消化外,电气上自动化程度低是普遍现象。存在这个现象通常认为是此类系统没有必要提高设备自动化,另一个因素就是节约成本,再加上国内部分原材料在质量上的不过关,势必造成整个设备系统的低效率。
自2004年国务院为了整顿西部环境污染、彻底强制关闭能耗大、效率低、小容量企业,促进西部地区可持续发展战略以来,矿热炉企业用户不得不面临更残酷的现实,依靠产品竞争力来赢得市场,就变得尤为重要。这样一来,扩容、降耗、提高自动化程度、优化系统设备匹配性能,提高操作工艺水平、降低生产成本就变得更为迫切。
第二章 系统配置
该套电气系统是配套某电石厂13500KVA电石炉,由于资金限制,该套电气配置仅增设了PLC和LEODO人机界面等智能化单元,以提升整套电气系统的自动化程度和系统可靠性。PLC完成所有电气联锁、动作,以保证电气系统的正常运行,LEODO人机界面完成各种电气参数的远程数据采集、数据存储、数据运算、趋势拟合分析和数据输出等功能。该系统包含的控制有电极控制、电极压放控制、液压系统控制、高压联锁控制、变压器调挡联锁控制、报警保护控制、远程数据采集输出、上位人机动态显示及交互等功能。
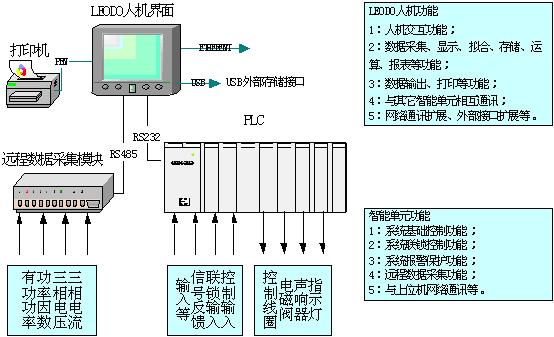
系统配置图
第三章 系统特点
系统网络虽然单元较少,但具备了实现电气控制自动化的所有功能。
LEODO人机界面具有丰富的网络和通讯接口。一对标准RS232和RS485串行总线通讯接口,根据外接智能单元通讯形式的不同,可以连接RS232或RS485,通过RS485总线可以扩展连接更多的智能设备。一个标准并行输出接口,可以外接打印等输出设备。一个ETHERNET接口,可上传下载工程文件,并可以扩展多台以太网络设备实现数据共享。一个USB接口支持标准USB协议的外接设备,实现数据输入输出交换功能。还有其他VGA、AV、AUDIO等多种接口,丰富设备连接和扩展。
LEODO人机界面屏幕触摸功能,节省了硬键盘,又节约了空间。64M真彩色液晶显示屏,使得工程界面更加柔和鲜明。
经实践应用,LEODO人机界面外壳虽然采用了工程塑料,抗干扰性却能胜任矿热炉恶劣工作环境。
PLC选用OMRON CJ1M,远程数据采集模块选用研华ADAM 4000系列。PLC通过RS232与LEODO COM1口相连,ADAM通过RS485与LEODO COM2相连,LEODO人机界面设定数据更新频率500MS时,采样数据的快捷性、准确性,既满足了生产数据需要,又保证了各个通讯设备的稳定。
实践证明本次将嵌入式工控应用于矿热炉复杂工业场合,无疑是一次成功尝试,并为以后的工程应用提供了丰富的经验。
分页第四章 画面功能介绍
主界面
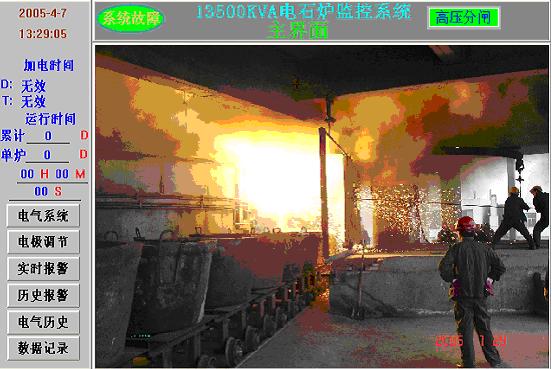
人机监控运行后首先进入主界面,主界面由三部分组成:左侧为窗口切换栏,内容显示当前日期、当前时间、系统加电日期和时间、运行累计时间、单炉累计运行时间、共计累计运行时间等;其它监视窗口切换标识按钮,有电气系统、电极调节、实施报警、历史报警、电气历史数据监视、数据记录窗口等六个子窗口组成,在任何时候窗口切换栏均显示在整个界面的最左侧。标题拦显示本项目工程名称,动态显示各子界面的名称,系统关键的高压通断状态和系统故障状态显示。子窗口显示区用来显示各子界面的动态内容。
电气系统
电气系统界面系统显示了设备运行的关键参数,多数情况下通过监视该界面即可完成系统控制的正常运行。内容包含了系统功率、功率因数、三相电压、三相电流、三相电导、变压器挡位及额定输出电压、三相电流变化趋势、功率、功率因数变化趋势、电极调整状态、影响设备正常运行关键故障报警状态等。该界面在子窗口显示区内切换显示。

电极调节
当某电极调节时,切换显示电极调节子界面,监视整个电极调节过程。当然电极调节分为手动和自动两种方式,当手动控制调节时,仅显示各执行机构的状态,只有在自动调节时,随着调节顺序动作执行,界面显示各个执行机构的顺序工作状态。

实时报警
实时报警子界面中显示系统所有实时报警参考信息,包括开关量报警、模拟量报警信息。
当然还有历史报警子界面显示系统设定产生过的报警信息。还有电气历史子界面,通过选择需要显示的时间段,更新显示所需时间段内的三相电流、功率因数、功率、电导等的电参数曲线。
数据记录
数据记录子界面包含工程文件存储位置显示、文件名显示、文件容量大小显示、数据记录时间间隔及设定、数据记录触发控制、数据记录溢出报警控制、数据移动控制、数据删除控制、记录历史数据查询和打印等功能。数据记录时间间隔设定为10秒到10分钟,并且可在线更改设定。当数据记录存储容量超出10K字节大小,自动弹出“文件记录已满”的窗口报警信息,提醒操作者对数据记录文件处理的可选操作。可以选择删除按钮进行删除文件数据纪录,新的数据重新开始记录并存储,可以选择数据移动按钮进行数据的外设储存,此时,可以更改数据移动目标文件名的更改后在实施移动操作,也可以直接进行移动操作。按下历史数据查询按钮后,后台会执行打开记录文件,对数据进行浏览察看,并可打印操作。
第五章 经验与体会
整套电气系统经过调试,于2005年元月份投入使用。经过几个月的现场生产考验,自然功率因数达到0.85左右,能耗控制在3000KWh/t左右,生产量稳定在大于100吨/天,各项效能指标均达到优良,达到了预想目的,相比传统设备具有更大的优越性,为该系统在同行业的应用提供了先例。总结现场经验和应用体会如下:
1) 该系统在矿热炉行业应用可行,完全不存在设备技术上的障碍;
2) 由于LEODO人机界面的应用,既节省了成本、空间布置,提高了系统的稳定性、可靠性,又方便了用户的人机交互可操作性;
3) LEODO人机界面为用户提供了数据的存储、曲线显示、报表分析、数据打印等强大功能;
4) LEODO人机界面提供了丰富的外设和网络通讯接口、灵活的二次开发编程有利于较大工程的智能化网络搭建。
5) PLC的应用,使得设备更加简洁,又提高了系统的可靠性、可维护性;
6) 该系统还可扩展,实现更完善、更智能、更优化的网络控制方式;
7) 人机界面,配合其它智能控制技术,应用在工业场合完全可能。
第六章 结束语
我国矿热炉冶炼行业电气自动化普及程度较低,存在容量小、能耗高、产量低、品质低等特点,与发达国家相比有较大差距。因此,优化设备性能、提高设备自动化程度、降低能耗、提高产量、提升产品品质是目前国内该行业发展趋势。
在该系统的设计施工中,作者利用了智能化设备、网络技术、可编程化的灵活性进行优化设计,并在实施中得到验证,使得改造后系统具有操作简单灵活,控制集中与分布相结合,从而使得整套设备的性能得到了大幅提升,取得了满意的效果。
致谢
在作者完成本项目的工作中,还得到了所在工厂车间技术人员和工人的积极配合。在此,作者也向他们一并表示深深的感谢。
作者设计过程中,还得到了同行工程师给作者的许多启发。在此,也向他们表示最深深的谢意。
- 上一篇文章:面向绿色制造的刀具选择决策模型及其应用
- 下一篇文章:在UGⅡ系统中建立用户自定义刀具库