



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

Cimatron E在数控刀具行业的解决方案
一、刀具的产品设计
在产品建模阶段,技术人员需要根据客户的产品图纸或读取客户提供的产品数据文件来在CAD/CAM系统中得到所需的产品三维模型。这就要求所采用的CAD/CAM系统不仅要有强大的建模能力,特别是具有雕塑曲面的建模能力(因为许多刀具产品非常复杂),还要拥有丰富可靠的数据转换接口,支持用户读取来自其客户的各种各样的数据文件。
在产品建立方面,Cimatronit支持混合造型。混合造型融合了线框造型、曲面造型和实体造型,它使得设计者可以充分利用各种造型的特点来生成可以直接用于NC环境进行NC编程的产品模型。Cimatronit领先的线框造型和曲面造型功能享有很高的声誉,它功能紧凑、灵活、方便、高效而完备,特别是它的曲面编辑功能(如裁剪、修补和光顺)和曲面倒角功能更是家喻户晓。Cimatronit的曲面造型使得用户可以不受限制地迅速设计出任意复杂的数控刀具产品模型。
1. 根据图纸要求建立刀具实体模型
Cimatron的设计工具能够建立任意形状的模型。一致的操作逻辑,简明直观的图形界面和一个公共的数据库迅速制造准备产品的模型。
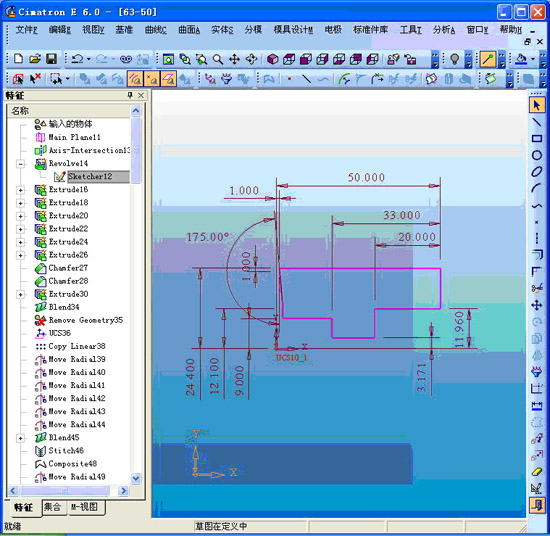
图1:Cimatron的设计工具界面
Cimatron的设计工具能够建立任意形状的模型。一致的操作逻辑,简明直观的图形界面和一个公共的数据库迅速制造准备产品的模型。
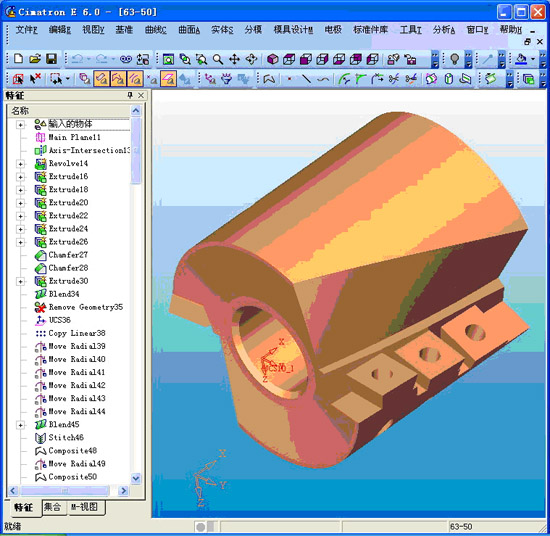
图2 Cimatron的曲面设计
基于参数化,变量化和特征的的实体造型意味着自由和直观的设计,可以非常灵活地定义和修改参数和约束,不受模型生成秩序的限制。草图工具利用智能的导引技术来控制约束,简捷的交互意味着高效的设计和优化。
Cimatron实体设计为零件设计和装配提供了完整的工具集。系统指导用户交互式或自动启动草图工具,它恰如其分的显示动态结构,引导用户在空间捕捉特征,当特征被捕捉或在约束中,系统对用户发出提示。用户保护对参数关系和尺寸大小完全的控制,有修改和重新安排的能力,可以在草图设计时定义约束,或在以后需要时加上。
由于Cimatron采用了混合造型核心系统,为大型复杂产品的设计提供了前所未有的强大功能,比如支持在开放实体的模型上进行实体设计与布尔运算,这为用户提供了极大的灵活行。
分页
2. 建立标准零件库
(1)根据实际刀体和刀片尺寸建立标准零件库来满足生产需要;
(2)标准零件(刀片以及刀具实体部分)的建立可以极大的满足我们设计和加工的需要,对数控刀具的设计者还是使用者都有很中要的意义;
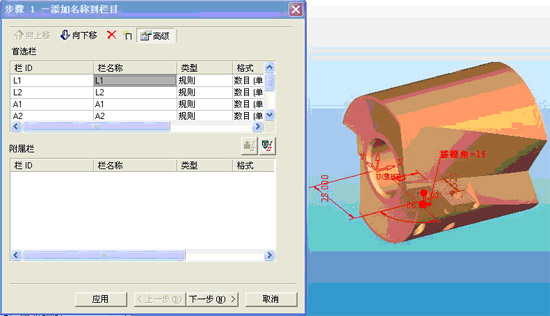
图3 Cimatron的标准件库模块
即使没有多达数以千计的尺寸标注和注释,标准库的建立向来也是一件劳动密集型工作。Cimatron的标准件库模块使用直观,可以方便的在屏幕上定义尺寸系数,具有拖动尺寸的功能,高效和实用,极大的减少了工作,而且加快了标准件的建立过程,
所有的二维数据存储在Cimatron数据库中,这个数据库使用方便,灵活性强。所有的尺寸,几何形状变化,全部是相关的,如果修改了相关信息,其它将自动修改信息。
二、NC加工
随着数控刀具行业的发展,对其加工精度和加工质量都提出了严格的要求,这就需要提高我们现有的加工手段。以可转位刀具为例,讲解Cimatron在加工中的具体应用。可转位刀具刀片槽的加工是数控刀具中重要的加工对象,其主要特点是:空间复合角度,一般多为两轴旋转角度面,尺寸精度和表面粗糙度均要求较高。模具业的发展对数控刀具的制造质量和周期提出了更高的要求。选择一款数控编程软件来完成数控刀具的制造,对数控刀具的好坏和周期的长短起着重要的作用。
图4 可转位刀具
此类加工一般有如下要点:
第一:必须五轴五联动机床方可实现该数控刀具的加工;
第二:考虑到零件的实际尺寸,所以要求机床具有足够的行程;
第三:加工编程时需要一定的灵活性,也就是对软件的灵活性的要求;
第四:针对该产品的特殊性,必须具有一套完整的加工工艺。
第一步:粗开排屑槽
排屑槽的加工,使用4轴直纹曲面加工策略,首先选取被加工曲面的顶部轮廓与底部轮廓,以确定加工范围。可以根据实际情况的不同来确定约束条件,在cimatron中提供了顶部轮廓、平面和Z层来限制顶部轮廓,而底部轮廓提供了底部轮廓、曲面和平面三种方式来限制。根据该刀具的特殊性,我们选择顶部轮廓和底部轮廓。
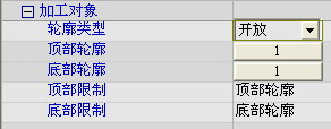
图5 排屑槽的加工
在Cimatron编程中,许多参数是互相关联的,也就是说当其中的一个或几个参数确定后,其他与之关联的参数也就确定了。在系统中用数学关系式描述这种关系,以达到减少人工设置参数个数的目的。
但在选择前应延伸被加工曲面,延伸长度至少大于所使用刀具半径。通过步进方式的选择来控制每次切削深度,这里值得注意的是刀具直径不同被加工深度的选择也就存在着一定的差异。
分页
第二步:刀片槽的加工
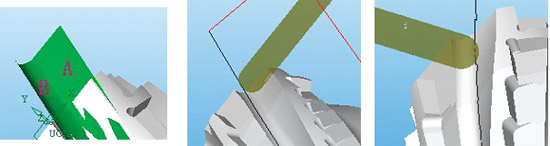
图6刀片槽的加工
为了让粗加工时能尽可能地多洗削,应该使刀具轨迹更贴近加工表面,为下次的小刀具加工留下更小的残余量,为此,Cimatron提出了如下刀路轨迹优化方案。
如图所示,蓝色线条为手工绘制刀具轨迹,黑色线条则为产生的加工轨迹。
定义切削加工平面以控制切削加工方向。
根据被加工表面的形状和尺寸,以及数控编程时所采用刀具的类型和尺寸,确定加工范围。
通过手工绘制刀路轨迹来控制被加工区域以及所产生刀轨的具体形状,这样不仅获得了可控的表面加工纹理而且对于不规则区域的洗削实现了它的可控性。
使用2.5轴――>开放轮廓,定义层切高度的方法来计算切削问题。

图7 刀路轨迹优化方案
在使用该策略加工刀片槽时,应注意进刀延伸和退刀延伸,从安全性上考虑,延伸量至少应大于刀具半径,这样就可以避免和刀具发生干涉碰撞现象。
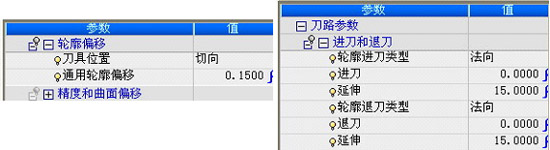
图8加工延伸量设定
通过轮廓偏移的设定来实现侧壁加工余量,通过这种方法可简单快捷地实现余量控制。
第三步:精加工
Cimatron的精加工功能具有独到的地方,既有通常的沿表面光刀的加工方法,还有先进的区域识别能力,即对零件的形状可以进行有效的斜率分析,在一个加工过程内部可以实现对垂直区域的等高线加工,对平坦区域实现沿表面光刀的加工。这些提高了加工的效率和加工的质量。
针对现有零件特定表面的单独加工,使得编程人员对特定区域的编程非常灵活,选择要加工的曲面即可以得到所需要的加工轨迹,避免了象其它系统那样的呆板和烦琐性。
加工方法的灵活性还体现在工艺参数的设定上。在Cimatron中工艺参数的设定可以采用参数化的方法完成,如在设定加工高度和加工的最深位置时,这些和零件几何相关的信息不需要用户去麻烦地测量零件上点的坐标再根据测量结果出入数值,而直接设定为系统的参数变量(maxpz和minpz),和工艺相关的参数具有代数相关性,如切削的深度和侧向进给的大小可以直接建立为加工刀具直径的关系式,工艺参数的临时修改不会使用户对相关的所有工艺参数都重新填写。
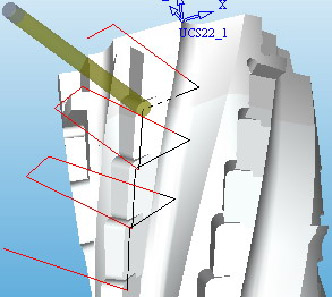
图9 Cimatron的精加工
第四步:应用模板
Cimatron的自动化加工功能非常完善和优秀,我们可以根据该加工策略收集和积累典型的工艺过程及其参数而形成加工模板。该模板是根据单位的具体情况而生成的,也是实际加工经验的总结。该加工模板具有参数化自适应的功能,对已有加工模式的任何修改,与修改相关的其他工艺参数都能够随之修改,具有很好的适应性。加工的自动化技术将提高今后数控编程的效率与安全合理性。
Cimatron针对数控刀具的解决方案,在有限的人为干预的情况下,能自动生成数控程序,并在实际加工中应用。实践证明Cimatron针对数控刀具的解决方案编程效率高,在很大程度上避免了人为错误,在实际应用中取得了良好的效果。
- 上一篇文章:浅谈人机界面设计
- 下一篇文章:人机界面技术在LR03卷招机上的应用