



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

数控机床多轴同步控制方法
在机床控制中双轴或多轴同步控制是一种常见的控制方法,如动梁式龙门铣床的横梁升降控制,龙门框架移动式加工中心的龙门框架移动控制等。虽然在这些情况下可以采用单电动机通过锥齿轮等机械机构驱动双边的方案,但是传动机构复杂、间隙较大,容易造成闭环控制系统的不稳定,而且运行噪声大,维护困难。另外若用于负载转动惯量较大的场合,由于传动效率低,必然要选用功率很大的电动机,仅仅从经济性来考虑,这个方案就不太理想,因此采用两个电动机双边驱动是比较理想的方案,这就产生了双轴同步控制的问题。
1、机床多轴同步控制方案的比较
1.1 普通机床的同步控制
对于普通机床的双轴电动机同步控制一般有以下解决方案。①由一套直流调速装置驱动两台直流电动机,两台电动机的电枢串联,励磁线圈并联。为了保持速度同步,两电动机轴必须保持刚性连接。两台电动机中只有一台电动机提供速度反馈信号,其控制示意图见图1。②由两套交流变频调速系统分别控制作为主从轴的两台交流变频或伺服电动机,两台电动机各自提供自己的速度反馈信号。为了保持速度同步,两电动机轴也须保持刚性连接,其控制示意图见2。
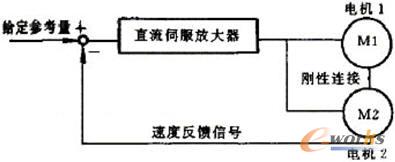
图1 直流调速系统的同步控制
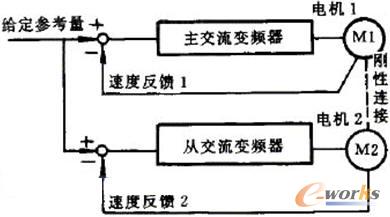
图2 交流调速系统的同步控制
这两种控制系统都属于位置环开环系统,只能依靠轴的刚性连接保持电动机转速或位置的同步,且结构简单、可靠性较高,我们为用户改 造的B2063铣刨床X轴传动即采用图2所示的控制方法。这两种控制系统对电动机所连接的运动部件的实际位置不做检测,对于丝杠螺距、联轴节间隙、丝杠扭转、丝杠轴向变形等因素所产生的误差无法补偿,控制精度较差,因此不能应用于数控机床。
1.2 数控机床的同步控制
数控机床不同于普通机床的地方,在于数控系统具有很强的控制功能,能够实现对位置、转矩等不同参的控制。由于位置检测装置的引入,从而组成了位置速度双闭环系统,实现了位置同步控制。数控机床的同步控制方法可以概括为:将同步电动机的给定位置参考量与两电动机位置反馈差值的调整量做比较后,作为被同步电动机的位置参考量,从而完成位置同步控制,其控制示意图见图3。
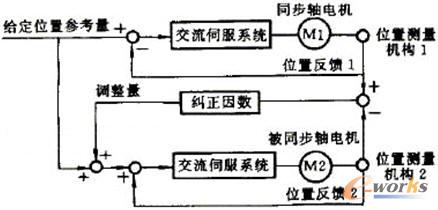
图3 数控机床的同步控制
当前数控系统处理器大多采用68020、68040等32位处理器,现正向64位处理器过渡。正是由于CNC系统具有越来越强的计算能力,所以机床的同步控制将具有更佳的性能。当前国内大多数数控系统中都具有伺服轴同步功能。同步轴的测量机构,既可以是以光电编码器为测量机构的半闭环系统、也可以是以光栅尺为测量机构的全闭环系统。
在轴同步功能中由于控制对象和参量不同又存在位置同步、转速同步、转矩同步等不同类型,它们适用于不同的场合。在不同的系统中,同步控制方法虽有所不同,但控制机理是一致的,因此应根据数控系统和机床的特点选择合适的方案。
2、数控龙门铣镗床双轴同步控制方案
2.1 控制方案
XK2520×40数控龙门铣镗床是我们引进法国Forest-Line公司先进技术,自行研制开发的新型数控机床。该机床采用床身高架式横梁移动结构,横梁沿床身导轨往复运动为X轴,铣头滑枕沿横梁左右移动为Y轴,铣头滑枕沿溜板上下移动为Z轴。数控系统选用法国NUM公司的NUM 1040M系统。该系统可带8个数控轴,其中包括两个主轴,具有四轴插补功能。伺服进给系统选用西门子SIMODRIVE 611A交流伺服系统。该机床X轴采用两个5.3kW西门子1FT5交流伺服电动机,经一级同步皮带减速后带动滚珠丝杠螺母副传动。X轴导向方式为滚动导轨块,位置检测采用HEIDENHAIN精密光栅尺。
关于X轴的传动,在一台同样结构的数控机床上,我们曾经采用由一个伺服电动机经齿轮箱减速后,由锥齿轮带动两边滚珠丝杠螺母副的传动结构。这种传动结构对编码器的安装位置要求颇高:若装在丝杠端,由于间隙的原因则会出现位置环持续调整的情况,造成控制系统极不稳定,通常在电动机轴端可以很明显地观察到由于控制系统调整静态误差而产生的振荡;若装在电动机端,系统虽稳定,但由于传动间隙的原因,控制精度很难保证,因此必须采用折衷方案。最后采用的方案是将编码器装在三级齿轮减速箱的中间一级上,以获得较好的精度和稳定性,但是这种方案降低了数控机床所应该具有的运行性能。为了使这台XK2520达到应有的精度效率,我们决定对其X轴传动方案进行改造。
我们采取的改造方案是将X轴改为双电动机双边驱动,利用NUM 1040M系统的轴同步功能实现X轴双边同步。X轴两条导轨侧面各装一条HEIDENHAIN精密光栅尺,两读数头读出的位置测量数据分别进入X031信号放大器后,再反馈到数控系统。X轴作为两CNC轴占用数控系统两轴口,分别定义为X1和X2,并且定义X1为同步轴,X2为X1的被同步轴,两轴构成同步轴对。具体控制及连线方式受篇幅所限不再详细介绍。
分页
2.2 调试方法与注意事项
(1) 调试方法
该机床所用的NUM 1040M数控系统中有关同步控制的机床参数有P27/P64/P28/P24。
P27:将数控轴定义为同步轴,并将被同步轴赋予同步轴,组成轴对。
P64:定义同步轴对。
P28:同步轴对的同步使能位,当同步使能位为1时,同步功能生效。
P24:定义同步轴特性。
被同步轴物理地址@
N0 } 同步阈值1(每轴1个字)缺省值160μm
...
N31
定义同步功能有效时的最大允许误差。当超过此阈值时,系统产生一个误差,但仍允许同步轴与它的被同步轴同步。
被同步轴物理地址@+32 N32 }
纠正因数1(每轴1个字)缺省值250μm
...
N63
定义同步误差的纠正因数,它是同步误差的千分比(1/1000)。
N64
同步阈值2(各轴共用1个字)
缺省值600μm
定义同步功能有效时的最大允许误差。当超过此阈值时,系统取消同步功能,并强制停车。
在同步控制中此参数对调整同步特性非常重要,而且使用方便。通过调整同步阈值,可使机床运行达到理想的性能。但在设置此参数时,必须根据机床的机械刚性等要求时进行估算。若阈值太高,有可能会对机床精度造成损害;若阈值太低,则机床在正常运行时就有可能超出同步误差阈值而造成停车,影响机床的正常使用。
双轴同步控制部分的调试步骤如下:在数控系统接入之前,必须先调节好伺服系统,即由速度环和电流环组成内环,使内环达到理想性能。方法是:将伺服系统与电动机连接,通过短线等方法接入使能信号,使系统驱动电动机的条件满足;进给使能后,用电池接入给定信号;加给定信号,观察电动机转向,调整跳线,使电动机转向正确;逐渐增加给定电压,调整伺服参数,使电动机达到理想性能。这一部分可在调试电气控制柜时完成。
接入数控系统后,连接好位置环,系统构成位置、速度双闭环系统。这时系统位置反馈极性尚未确定,只能通过实验来确认。在进行这一步时,应考虑同步电动机转向的匹配问题,这是同步控制中必须重视的问题。在单轴电动机反馈方向确定后,还要考虑接入给定信号后电动机的转向与期望值相同,这需要综合考虑数控系统中的给定信号极性、反馈极性、电动机转动方向、伺服系统中的电动机转动方向设定以及滚珠丝杠转动方向等因素。如在调试时忽略这些因素,就有可能对机床造成毁灭性的破坏。
至于,双轴同步设定初步完成,接着将编写好的自动控制程序传入数控系统中进行综合调试,仔细调整同步参数,以获得理想的性能。
(2) 注意事项 在调试过程中应注意以下几方面:
① 确保液压、润滑系统工作正常,这是机床运动前的必须条件。
② 移动轴时,以低速为佳。此时同步特性尚未达到最佳,需对伺服系统加速、减速、定位带宽、放大系数等进行细调,直到系统稳定工作,并能够达到理想的定位精度和重复定位精度。
③ 在调试双轴同步时,一定要安排好调试计划,尽量避免盲目开车,以免造成事故。例如,我们在调试伺服系统时,机械人员将横梁从X轴一侧移到另一侧,而此时电气调试人员在数控系统没有接入的情况下,通过电池给伺服系统加给定信号移动X轴。由于X轴移动时没有加位置检测,在移动过程中,横梁发生倾斜,造成一轴模块过载,电动机停车;而另一轴电动机继续旋转造成X轴导轨精度发生变化,由于发现及时,后经机械人员调整恢复了精度。
- 上一篇文章:基于PC的开放式数控系统网络功能的研究与实现
- 下一篇文章:数控改造与西门子数控系统性能对照